
Last update before lockdown
Week commencing 30 March
During the period of this report no work has been carried out in the York workshop. It had been hoped to have access to the loco for retrieving more parts for work away from York but that is not now possible due to the increased travel restrictions. However, some work has continued.
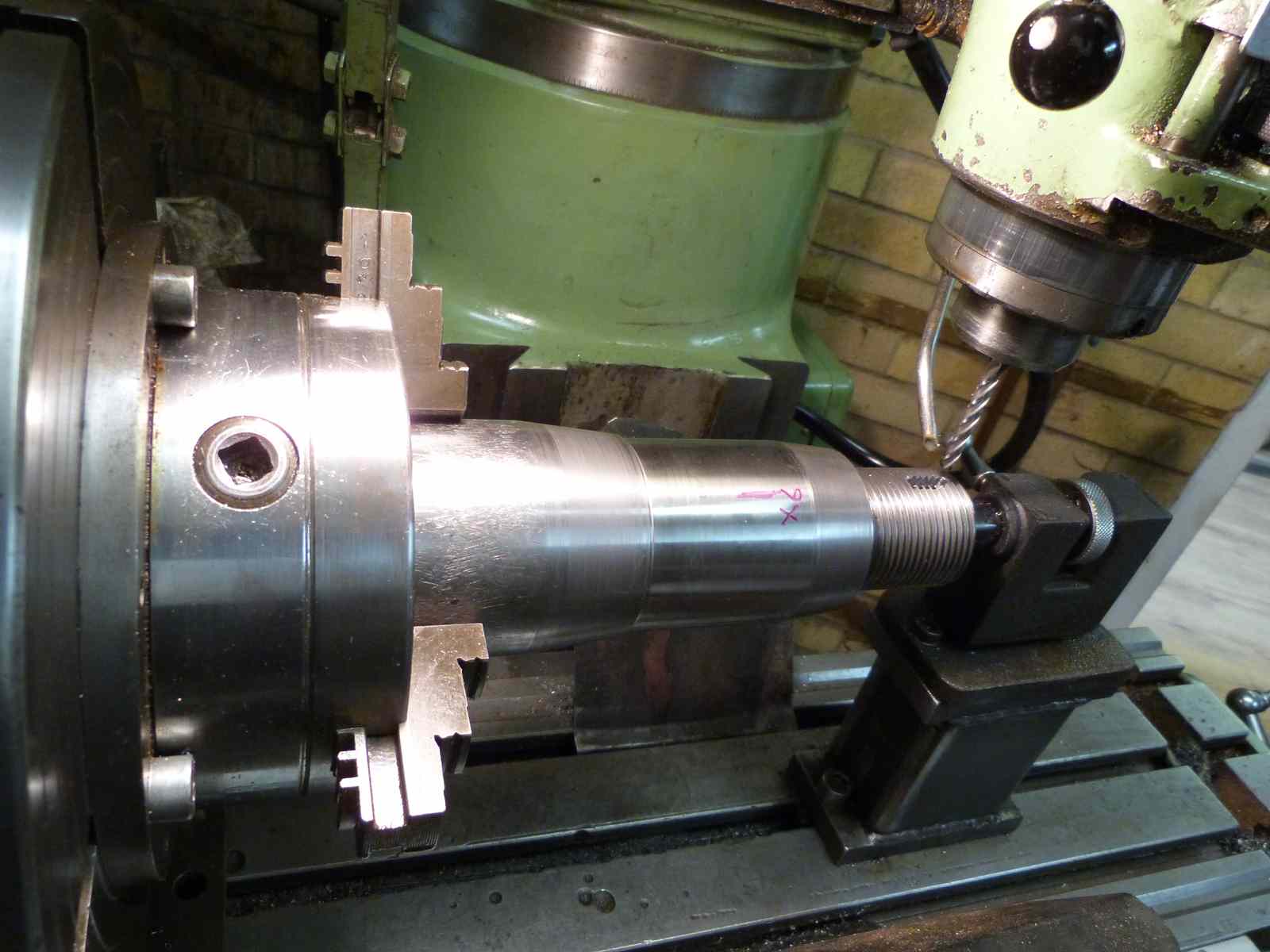
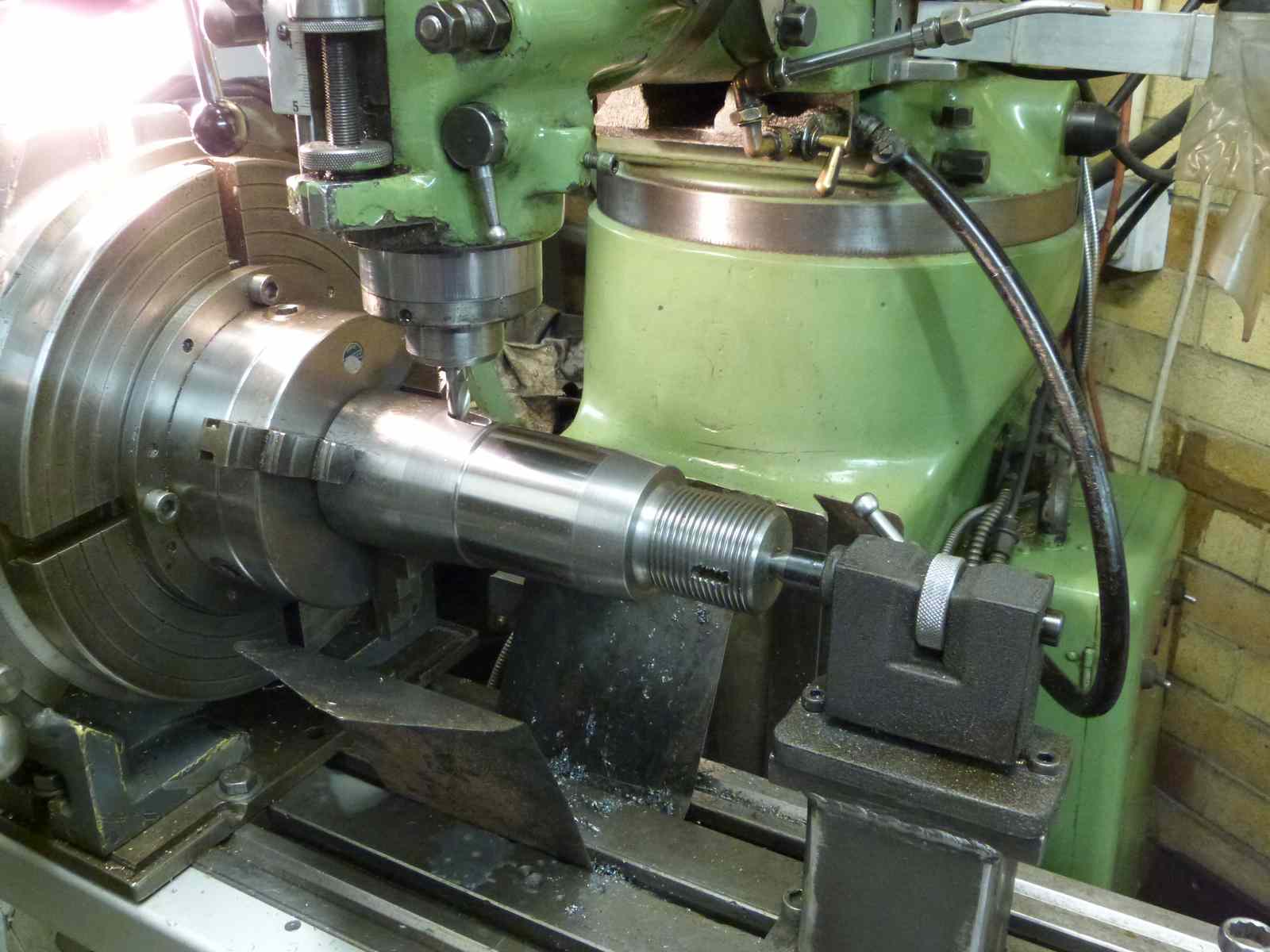
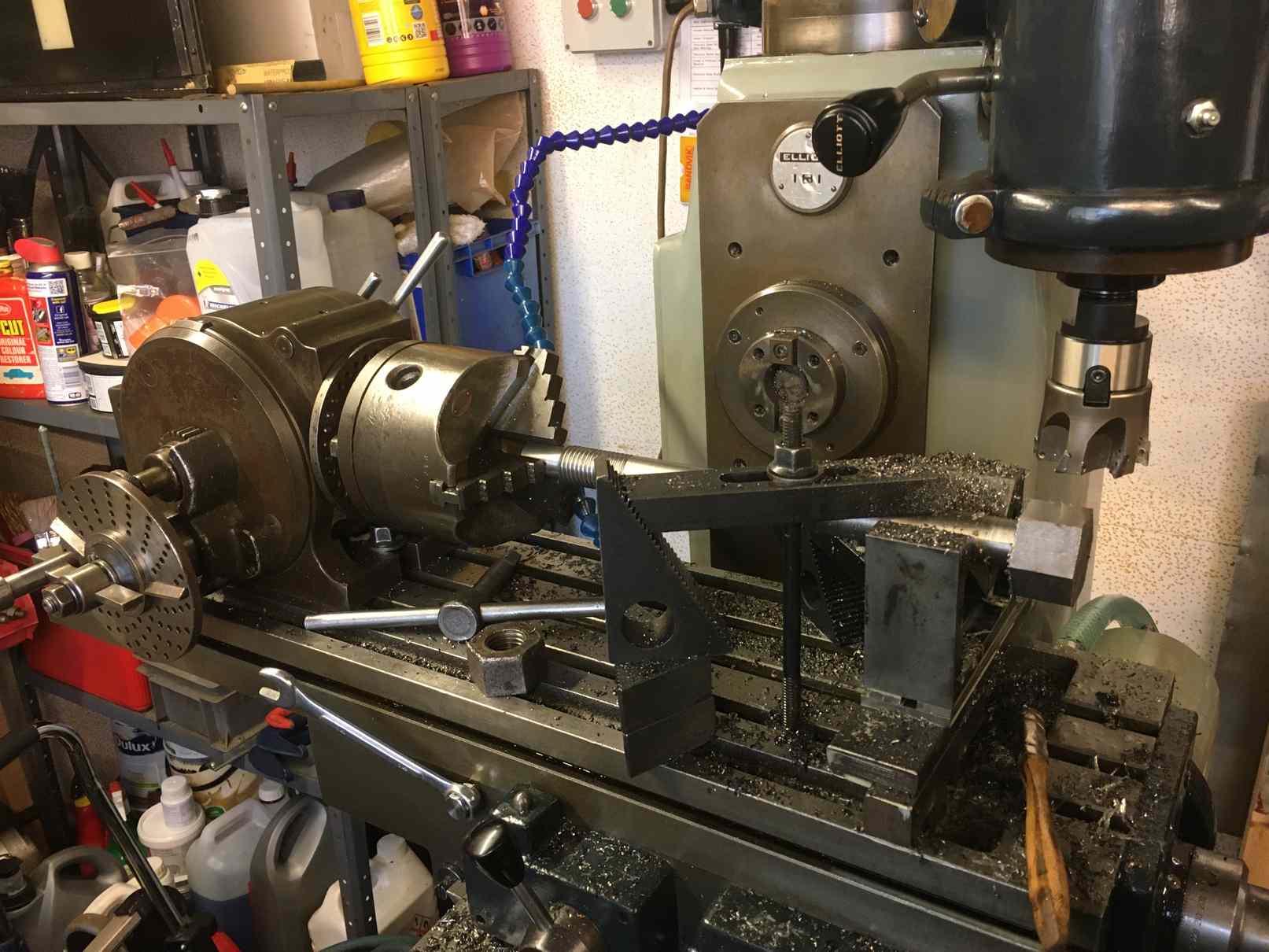
Somewhere in Yorkshire an Engineering Team volunteer has been working on the knuckle pins. The keyways and cotter slots are now machined in, and they are ready for heat treatment. Before leaving York measurements were taken of the rods so that work on the bushes could continue using the component drawings showing the BR specified tolerances.
The new bolts for the new valve guide, started at York have now been finished offsite by an Engineering Team volunteer. The bolts and nuts are to pre-war sizes and the ex-service nuts certainly looks old.

The lubricator drive linkage is being worked on by another Engineering Team volunteer.
We need new side links and pins for the tender to locomotive coupling. We can get material of suitable mechanical properties and after taking advice from our steel suppliers and heat treatment specialists we are now ready to place the order.
The new left Cartazzi bronze bearing is being machined and is nearing completion. Drawings of the finished metalled left, and the details of the refurbishment of the right, have been completed ready to go to contractors as soon as they return to work.
The Cartazzi suspension arrangement on 60009 allows easier changing of springs when in traffic as they have a nut on top and bottom of their hangers. We have a head on the top of our bolt which means if a spring has to be removed the whole assembly has to be moved out from the loco until the bolts clear the footplating above and can be lifted out, releasing the spring. It was decided that we should examine the possibility of converting our arrangement to 60009’s. We need new hanger bolts anyway so there will be no significant cost involved.


No BR/LNER drawing has been found to show the 60009 arrangement though it has certainly proved reliable in service over many years. 60009’s arrangement has now been measured and drawn up as a proposed modification. British Standards for Whitworth fasteners have been checked against the arrangement on 60009 and they show that the threads, nuts and cotters are to standards, so it looks like a proper job.
In an earlier report I covered the need for a couple of new Cartazzi spring boxes. I was pondering if we could fabricate some as an easy option, or go for castings as originally specified. I approached a contact who must have cast these before, and they have been good to us in the past. After a chat I found that they are also considering the same modification to their Cartazzi arrangement, so I agreed to send them our drawing in exchange for the loan. The alternative arrangement will be subject to a 3D model stress analysis.
To get the unit cost of the castings down we need as many cast as possible, so I had an ask round other LNER loco owners. Coincidentally, one had just placed a large order for these boxes and asked if I wanted ours adding. You couldn’t make it up, all at the same time as we are looking at the alternative Cartazzi arrangement, and casting the same components!
So, as a comparison, I got a quote from a foundry for my order plus a couple for another LNER loco, and this turned out to be cheaper. I was fortunate that I managed to get a quote from the foundry as many engineering companies are not communicating at the moment. However, the order is now placed.
The lower vestibule support wedges have been machined. One of the larger wedges couldn’t be cleaned up all along it’s length as when a repair patch detached there was too much wear beneath. The finished dimensions of the machined wedges, without the historical repairs puts them very close to the middle of their adjustment slots, suspiciously close to where I would presume they started their lives. When drawn up the finished assembly can be made up with additional 5/8″ flat packing pieces. I wonder if these have been lost historically and the other parts welded to make up for the omitted packers. The packers have now been drawn and added to the list of plates we need profiling, unfortunately our plate suppliers are furloughed and I have been unable to place an order.
The inability to place orders and the lack of response to requests for quotes has really reduced the amount of productive work we have been able to do on the loco. But, the enforced office time has been useful in catching up on documentation and filing all the little things that seem to fall between jobs. A number of job scopes have also been amended to rationalise the number of separate jobs, and I’ve been working on integrating individual component work records in to the main job record. The plan being to scrap the individual component work record system, which has not been widely used.
This is the 50th update—you can read all the previous instalments here.