Weeks commencing 14 and 21 October
Over the past couple of weeks many jobs have been directed at preparing the frames for the fitting of the boiler. The crane company have visited the site and done the lift assessment and the transport of the boiler has been organised. Discussions are ongoing with the museum regarding shunting the frames out of the workshop to the lift site and back again.
The ashpan needs to be in the frames to receive the boiler. Before this could be done the new trailing upper brake hanger pins have to be fitted as they are very close to the ashpan front. This required reaming of the holes for the pins in the frames to straighten them up and remove tapering. Each pin was finish-machined to the hole dimensions. The old nuts were reused on the inside of the frames and after flogging up were split-pinned.

After the hanger pins were fitted the ashpan was returned to the frames. As usual with steam engines the refitted ashpan didn’t seem to fit as well as when last tried in, though nothing has really changed.
With the ashpan in, the drop grate shaft and end protection covers were refitted. A job much easier with the boiler off. The drop grate, grate components, and some boiler fittings, including the safety valves were brought from Llangollen by an Engineering Team volunteer. This has saved us the cost of a haulier and ensured that such critical parts arrived safely and in good condition.
The ashpan door and screen complete with hinges have been removed, which gives us greater freedom of movement for fitting the boiler.
Probably the biggest prep job has been the fitting of the driving wheelset. The springs have also been put up and the oil trays put in. The end covers for the trays are ready to be fitted, with one of the trays requiring a new gasket which has been cut and is ready to fit. Two new oiler pads have been soaked and are ready for fitting.

The pipe system checks we need to complete before the fitting of the boiler are now done. This has meant a lot of work from our piping team. All the critical runs through the loco and tender are now tested. A calibrated gauge being used when the steam heat pipework was hydraulically tested.
The steam pipe run to the governor was removed from the loco and pressure-tested. It has now been lagged and refitted.
Work continues on the loco siphon lubrication runs.
With the pressure testing complete the front-middle lower section of streamlining has been refitted. This enabled the front coupling to be refitted and correctly pre-loaded for shunting.
When the loco frames return to the workshop with the boiler we will be removing the Cartazzi for examination. In preparation for this the split pins on the hornstays ave been removed and a start has been made on going round the nuts to make sure they are removable.


When the loco goes on to the wheel drop for the Cartazzi it is also planned to fit the new loco side bogie sidebearers. The bolts have been machined to provide a good fit in the bearers and the frames, and hex heads have been milled on them, all done by one of our volunteers.

The tender tank is now bolted down on to the frames all round many being in the water space. This has required a lot of work, making sure all the mating surfaces are clean and that a good watertight joint is made.
Meanwhile, work continues on the replacement of the platework around the front of the tender. New steelwork is now installed along the tops of the handbrake level shelves, and on the front below the shelf on the scoop handle side. Work continues on the matching steelwork on the handbrake side. It’s quite a complicated structure and has been time consuming as we are replacing like for like to keep it as authentic as possible.
Elsewhere on the tender painting is ongoing. The water filler space is being painted as is the brakegear and the inside of the wheelsets.
The adjustable tender brake pulls have now been fitted, after a new pin was made.

The cod’s mouth gear refurbishment continues. The main housings that drive the screw props were tight so these have been eased to provide a running clearance between their bearing housings. There was evidence of wear here so clearance looks to have been a problem in the past. Reassembly of the gear is well advanced.
The left piston crosshead that has been contractor bored has been returned to York and the gudgeon pin is being lapped in.
Work continues on the TPWS and OTMR refurbishment. The TPWS enclosure is now being repainted and the OTMR sensors are being calibrated. A modification has been made to the OTMR enclosure bulkhead connections to make them more compact.

Week commencing 28 October
The main activity this week was the fitting of the boiler, due back to York on Wednesday with fitting planned for Thursday. Getting the frames to the boiler involved shunting from the back of the museum past a number of other vehicles and then back again. The shunts in addition could only be done out of normal museum opening hours. This meant a couple of long days and late finishes for the Engineering Team members involved.

It was also organised to incorporate a number of other activities in the shunts to enable a repositioning of vehicles in the workshop, including putting our tender in front of the loco.
To prep the tender for moving, the final oiler pads were fitted and the cotter pins on the brake gear between the frames were fitted. The tender-to-loco coupling was also refitted. During the shunt the tender was stopped under the wheeldrop crane and the front balance weight was refitted.
To prep for the loco move the driving wheels were fitted last week. This week the driving axlebox horn gaps were set and the springs reloaded. The horizontal hornstay bolt pins and the coupled wheel spring retaining box cotters were also fitted. The driving oiler pads and the under keep tray end plates were fitted, one with a new leather gasket, and we had to fit a new specially made stud as an old one was found to be broken off. All the axlebox oil levels were checked and the axlebox horns given an oil. The Cartazzi was oiled and the top oil box trimmings put back in. All the bright work on the loco frames were oiled to protect them from the rain.
Meanwhile around the loco and tender more normal work was carried on. The tender corridor received more needle-gunning and painting continued on the bottom end of the tender. The tender front refurbishment continues with fitting of new steelwork. The coal gate hinge has now been drilled and tapped for new mounting studs. The left piston crosshead gudgeon pin has received a little more lapping in. The worn bushes in the loco adjustable brake pulls have been pressed out.
The night the boiler arrived the frames were shunted outside in to the North Yard. The move was done very slowly carried out by NRM personnel. The exit from the workshop being of particular concern as the the curves are very tight. Our frames being very lightly loaded were watched by the Engineering Team every inch of the way for any tendency for a wheel to start climbing the rail. Fortunately it behaved itself.
When shunted in to the final position the frames were covered by sheets.
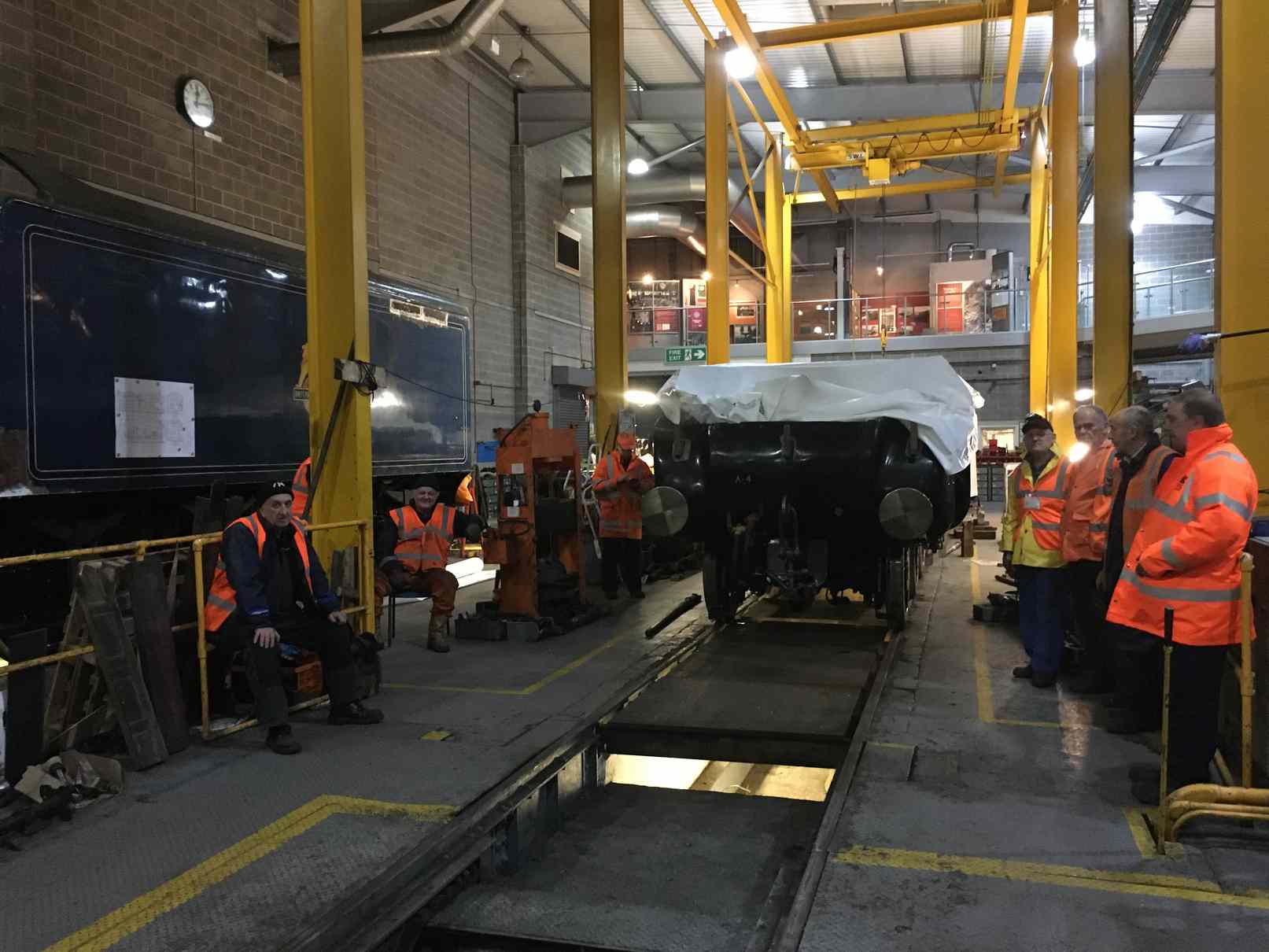
Next day with the boiler on its road transport, having arrived the night before, we were shunted by the same NRM team in to the car park, followed by an attentive Engineering Team. The crane arrived on time and was positioned between the boiler and frames. Before lifting the plugs and mud hole doors that need to be removed before a fitting attempt could be made were taken out. Then the boiler was lifted and after adjusting the slings we had a level lift. The boiler was then swung over the frames and very gently lowered.







The boiler was leaning a little and not coming down level, so it was lowered on to the frames and the slings adjusted again. The crane took the weight again and the boiler was moved along the frames to give the correct positioning on the smoke box. When on the saddle a little podging while taking the weight and releasing it, soon got the smokebox in the correct position.
Inspection at the firebox end showed that one of the foundation ring pads was foul of the ashpan. So the boiler was lifted and packed and the ashpan was ground back, then the boiler lowered again. This time the fit was good at both ends of the boiler.
The boiler also sits on a bearer under the boiler barrel. One of the Engineering Team crawled between the frames to check the fit, and it was declared satisfactory.

With a satisfactory fit on the boiler all round, the smokebox to saddle was sealed using a special high temperature sealant donated by Everbuild of Leeds. An Engineering Team member negotiating the donation and then collecting it. With the weather threatening rain, the boiler was lowered again and the first bolts were put in around the saddle flange.
The same evening, with still a full Engineering Team in attendance, the frames were shunted back in to the workshop, and the tender positioned in front of the loco.
This is the 45th update—you can read all the previous instalments here.
I was at the NRM on Wednesday 11th March and was encouraged by the amount of work that has been done in recent weeks. Congratulations to everyone involved. Your hard work and dedication is appreciated.