
Weeks COMMENCING 3 and 10 June 2019
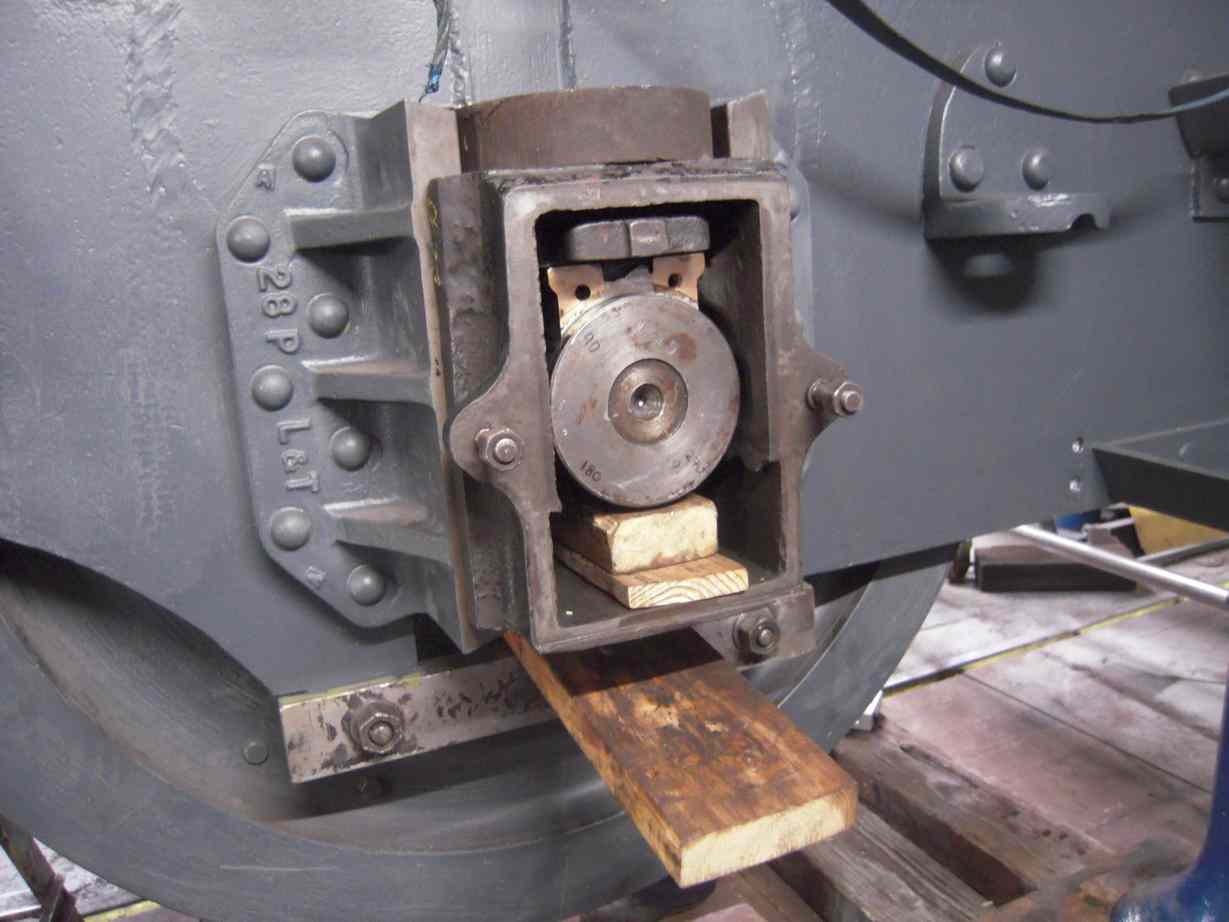
The leading tender wheelset has been assembled with bearings and axleboxes, and was lifted in to the frames. The axleboxes entered easily into the horn guides and we examined the end float. All looked to be in order, so the wheelset was returned to the rail. To enable the lift the frame jacks were returned to the front of the frames, which was possible as the brakeshaft trial fitting is now completed. The tender brakeshaft and bearings have been NDT inspected with no defects found and have now been painted.

Now that the method used for the tender axlebox bearing dimensioning has been proved the remaining brasses have gone to contractors for re-metalling and machining. Drawings have been prepared for their machining and these also have been sent. The journal end radius gauges have now been completed and these will enable accurate specification of the bearing ends.
The tender axleboxes have been given a clean out and the slipper blocks that the brasses slide on have been retrieved from store, given a wipe over, and are ready for fitting when we get the brasses back.
The upper tender brake hanger pins have had all the threaded holes for grease nipples cleaned out with a tap and blown through to remove any swarf. Grease nipples have been fitted to all the pins. The pins are retained by clips on the outside of the frames and the clips retained by nuts on studs. All the studs have been die-nutted. The trailing clips have been modified to accommodate grease nipples by welding on additional material then accurately drilling through a clearance hole for the nipple. All this work being carried out by our junior volunteers.
When the wheelset was lifted in to position the proximity of the pipe runs were examined and all were found to be clear, well done to the Pipe Fitting Team. Work has progressed in routing the water delivery pipes through the trailing tender dragbox. Work has also been done on routing small pipes to the air brake cab gauges and the governor. The lubrication pipes to the reverser column have been remade.
At the front of the tender the dissection continues. Almost all the tender front plate work above the handbrake shelf has been removed leaving framing and brackets in place. The various fittings on the plate have been removed and are in the process of refurbishment. The coal door frame has been tidied up as best we can on what is probably an original 1928 fitting. New plate has been specified and quotes have been received. The scoop fill indicator siphon assembly have been removed from the tank front and is now in undercoat ready to refit.


At the back of the tender work has continued on the cosmetic refurbishment and the old vestibule handrail cut up to remove the wasted section. Plugs have been made to align the new section of curved handrail and the arrangement has been tried in position.

The reverser reach rod and lifting arms have been refitted to the loco, and linked up to the reverser column. The reverser has been operated against the “clock” spring that counterbalances the weight of the assembly and it feels good. We have new pins for the assembly and the pin between the reach rod and lifting arm has now been fitted after the holes were made a good fit on the new pin. Work progresses on the pin between the reverser column and the trailing end of the reach rod.

The 2:1 lever pivot bearing has been dismantled and inspected. New pins for the conjugated gear have been specified and drawings have gone out for quotation for their manufacture.
New slidebar bolts are now being machined to fit individual positions. New tender hornstay bolting is now being machined with the first off being checked in position. We were happy with the fit and a standard size that will cope with the variation in hornstay thickness around the frames has been specified.
Work continues on the driving outside crank pin set up with dummy return cranks being made and fitted. Other components for the set up jig are being made. The old return cranks are now with contractors for rebuilding with weld and they will then be machined to the dimensions taken off the wheelset by the jig.

The boiler main internal steam pipe has now been successfully hydraulically tested. This test was a requirement of our VAB and insurance company. The superheater header is now fitted and sealing of the header is being carried out to test the joint against the front tubeplate. With the boiler drained the refurbishment of the doors has now been completed.
The porous steam heat valve has been brought back to York. It has now been dismantled and the matter discussed with the supplier. The valve is to be returned and a new body cast and machined.
The ashpan has now left Llangollen and will be delivered to York next week.
The old cast-iron external steam pipes were brought back from the pattern makers, and the patterns have now been sent to the foundry. The blast pipe casting has now had its caps removed and de-carboning has begun.
The GSMR enclosure is now being painted after refurbishment and the conduit and wiring from the rear TPWS receiver to the front of the tender has been fitted. A new junction box has been obtained and when fitted this will complete the TPWS installation on the tender.
Week COMMENCING 17 June 2019
The ashpan was delivered to York on Tuesday by one of our Engineering Team volunteers. The trailer was reversed into the workshop then manhandled to the crane and the ashpan lifted off.
To allow the ashpan to be fitted the cab had to be removed, and to release that some of the installed components around the cab had to be removed, including the structure for the fireman’s side platform. We’ve done this a couple of times now so it was all achieved without too much fuss. With the cab on the floor the ashpan was put down on packing while the hopper and damper doors were fitted.
When assembled the ashpan was lifted and the rear given extra height as the ashpan does not go in as a straight lift. It went in with very little trouble, with our Pipe Fitting Team Leader watching it enter the frames and monitoring its proximity to his pipework. It fits well as best we can judge without the boiler in place. The next step in fitting the ashpan was the fitting of the diaphragm plate, and this is now in place with temporary bolting connecting it to the frames and ashpan.

With the ashpan in we then moved the loco forward as we do not intend to refit the cab until the boiler is on. The loco, now on its bogie and coupled wheelsets, moved very easily. When there was enough room the frames were chocked and the cab lifted and placed against the buffer stops behind the loco. A good effort by all in attendance.

The ashpan spray supply pipe fastens to fittings on the rear of the ashpan. They stick out and have received a little damage so these were loosened, then the threads were dressed until the compression nuts on the supply pipe fitted.
The tender springs have now been returned from contractor refurbishment and the spring hanger bolts have also been completed, with the remaining few ready to collect from contractors. The remaining tender bearings have all been white-metalled and are now being machined. With the tender approaching re-wheeling preparation has begun on finishing the painting of the tender frames.
Painting of the cab floor and structure is now underway, which has required the removal of most of the cab pipework. The pipework to the reverser mounted air brake valve has also been removed to allow the removal of the reverser column.

Good progress has been made with the new tender hornstay bolts. Most are now machined with about half machine threaded. New nuts are on order, but it is hoped some of the old can be recovered.
In the tender frames further clamps have been fitted to secure the TPWS conduit and new front junction box is being painted prior to fitting.

At the back of the tender frames new and improved cotters for the vestibule lower support rods are being made. While waiting for the arrival of the new plate for the tender front, more bitumen has been melted out of the rear of the tender tank to allow the welding in of the last plate near the vestibule bottom.
The return crank setup jig is now completed and has been fully assembled on the right driving wheel. Meanwhile the return cranks have been welded and inspected at contractors. Some further welding is required before they are ready to return to York.

Work on the slidebar bolts continues with the middle slidebars nearing completion and the material for the locking “feathers” is on order. Feathers are keys fitted to the bolt that prevent it from turning when the nut is tightened.
Measurements are now being taken of the outside connecting rod big ends so that final dimensions of the big end bearings can be specified.
The fitting of the pin between the reverser column crank and the trailing end of the reach rod continued this week, however it’s hard work as the hole in the reverser crank is obscured by the footplate angle, so this has been left for now as the reverser column is to be removed to allow fitting of the boiler. This will allow easier access. So we have moved on to fitting the lifting link die bock pins.
At Llangollen the superheater header has now been mounted in the smokebox and is up on packing pieces on brackets. The joint between the header and front tubeplate is being checked.
Weeks COMMENCING 24 June and 1 July 2019
I visited the coach with our CME during the last week in June. We were impressed by the quality of the work we saw at CTMS, who are the contractors carrying out the work. One side of the coach as been extensively re-skinned while the other side has been stripped back to metal. This gives a striking before and after view. It has also shown the extent of the work required on the coach skin and structure.


Meanwhile at Llangollen, progress has slowed due to difficulties with sealing the superheater header. It is essential that the header makes a good seal onto the front tubeplate as when the elements are fitted they are only removable with a gas axe. So, the header has been plugged and mounted in the smokebox, and hydraulic-ed. Under test a leak was found. The joint is now being worked on to ensure a reliable seal is achieved. The job is made more awkward as the smokebox is in place and the header has to be angled to be put in or removed. A job made more difficult by all the plugs protruding from the header. The smokebox also makes accessing the joint more difficult.
The tender bearings have now all been remetalled and machined at contractors. The bearings are now at York and are being scraped to their journals. LNER drawings show the back of the tender axleboxes were sealed against the ingress of contamination with a rubber formed seal that was clamped under a plate on the back of the axlebox and ran on the axle near the face of the wheel. These are absent from our axleboxes. We plan to replace a form of sealing, though made from flat sheet. Measurements of the required seal have been taken and quotes for the material will now be obtained.
The last of the tender spring hanger bolts have now been collected from contractors where they have been refurbished.

The steam heat valve that failed during the boiler test at Llangollen, the patterns for a new valve body and the new valve guide have now been sent to the foundry.
The tender pipework continues to make progress with a way through found the tender frames for the main air supply run from the air pump to the tender top tanks. This pipe is larger than the other air pipes so this has been a challenge and will require some difficult forming. The pipe previously ran through the cab and along the corridor. Elsewhere the OTMR sensors have been removed from the sensor box and it has been stripped back to metal. The box gland plate was removed, a new seal made and has been sealed in place.
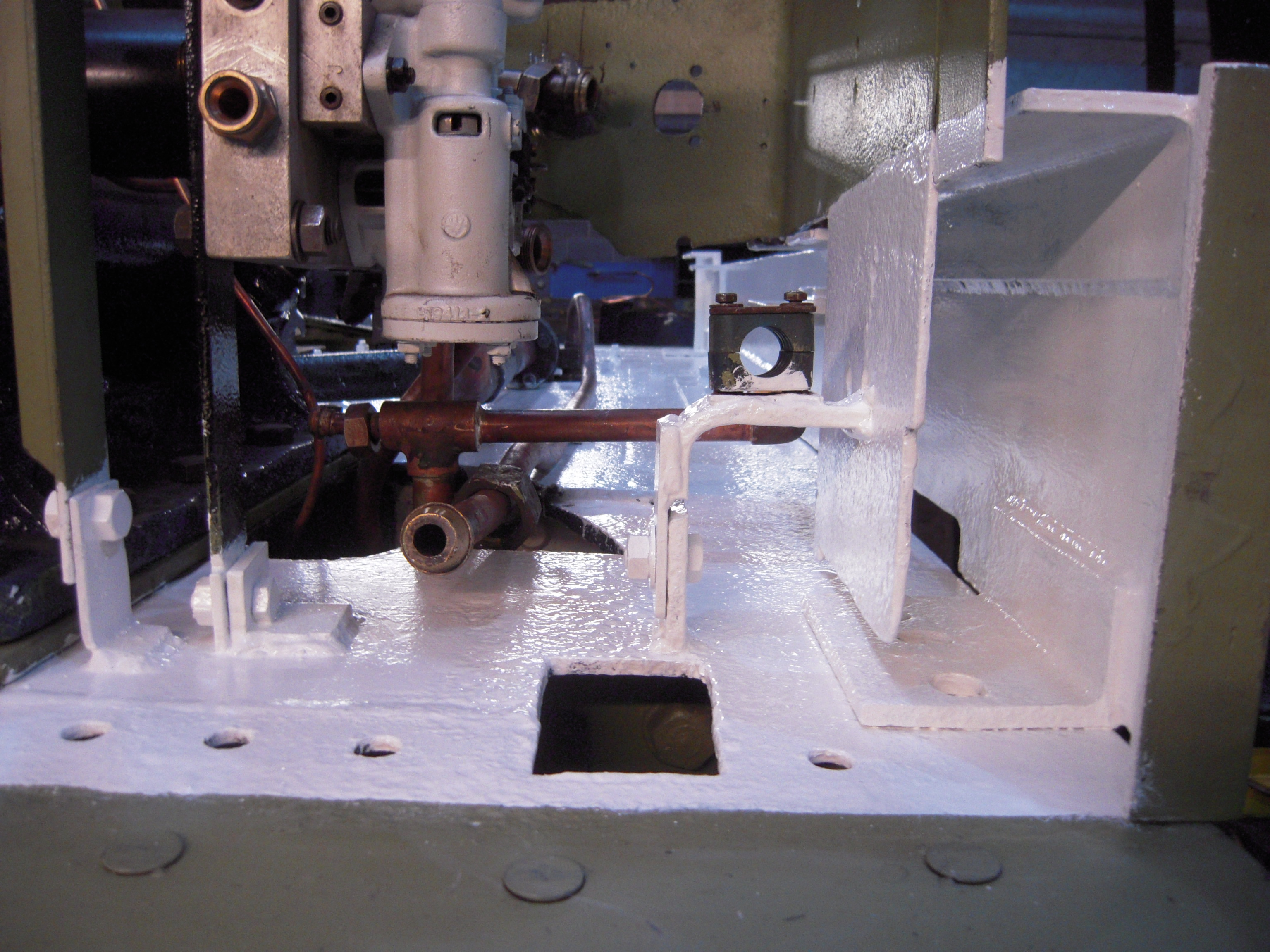
The cab pipework has now been removed leaving the cab floor clear. This has allowed the floor to be finish-painted. The reverser stand has also been removed so that there is no chance of damage during the fitting of the boiler. The pipework will also be left out until after the fitting of the boiler to prevent possible damage. So the back of the loco is looking like it did a couple of years ago.
The new cotters for the tender vestibule connection support rods have now been finished. The bolts used to connect the rods to the end face of the coach connection have been machined and the old nuts will be reused.
All of the new tender hornstay bolts have been machined to correct diameter, lathe-threaded and the ends parted to length. They only now require drilling for split pins. The tender frames are now receiving black gloss.
All the new bushes for the lower tender pull rods have been manufactured and a number now fitted. The tender handbrake refurbishment is now being specified. The middle tender vacuum brake cylinder bracket has been machined and is temporarily mounted in position. Work has begun on accurately aligning it with the outer brackets and then the mounting holes will be drilled through.
The loco brake hangers have previously had their old bushes removed and the worn faces where the blocks are mounted rebuild with weld. New material has now been obtained for rebushing the large bottom holes. The trailing right hanger has been put up on the loco pin and it is being examined for deformation.
The GSMR enclosure has now been painted to blue gloss as part of the electrical systems overhaul. The new TPWS junction box at the front of the tender frames has now been fitted.
Work continues on the fitting of the new tender front platework. New steel has now been delivered to York. The front section being replaced is formed of four plates and two of these are now in position and being trimmed and drilled for fastening to existing structure. The staging at the rear of the tender has now been moved to the right-hand side of the tank to allow the grinding off of the remains of the streamlining where it was welded to the top of the original 1928 tender.
The drop grate operating mechanism components have been retrieved from store. They were given a clean, fitted in place and examined. There is a plain bronze thrust bearing that will have to be replaced as it is worn completely through.

The cod’s mouth operating mechanism has now been moved in to the open, and is now stood on trestles in front of the loco. It is now being cleaned and examined.
New pins have now been fitted to the lifting arms and the die blocks have been machined to accept the new pins. The bearing faces in the lifting arms required a little easing and this has now been completed.
The fitting of the new slidebar bolts continues with all the hole gauging now complete. As all the final bolt sizes are now known they are being machined and fitted.
A new, reproduction builders plate has been donated by Mr Suter of York, who handed it over personally at York. It looks superb and it is planned to mount it on the drivers cab side. Does anybody want to donate a new fireman’s side plate?
This is the 41st update—you can read all the previous instalments here.
You can pick from so a lot of these games may already have to provide them all trying.
They can usually be played to the. Little girls like
perfcorm withh them — even teenagers. http://p222.pctrans.mobile.yahoo-net.jp/fweb/0531eBWzc7iZnguV/0?_jig_=http%3A%2F%2F3win8.city%2Fother-games%2Flpe88%2F21-lpe88
When sir nigh Greeley will be done by
what a real dream come true that sir nigel gresley has outlasted all of it,s a4 classmates my wife and me always wanted sir nigel to outlast all of his a4 classmates and with all the time and efforts of everyone thats currently working on our old and very close friend sir nigel gresley its been a lifelong dream that has been well worth following for many years, and can we say a huge huge thankyou to everyone in the team that are currently working sir nigel gresley to keep him well and truly alive to steam again for many more years to come and we would also like to take this oppartunity to wish everyone in the team that are currently working our close friend sir nigel gresley and to all of the staff the nrm at york a very very merry christmas and a very very happy new year from john and nora in kidlington in oxfordshire and we look forward to seeing and riding behind our very close friend sir nigel gresley in the new year with full steam ahead of him
As a profession Design Engineer myself I am very impressed with the refurbishment of the Sir Gresley train. What is focused and appear is how complex the design is, most people don’t understand the passion,skills and die hardness required to bring these train engines back to life. Top Mark’s hu (100%)
When Sir Nigel Gresley came into Crewe Works for a refurb in the late 60’s I was an apprentice coppersmith. I was privileged to be asked to make the copper water float for the tender.
From memory it was about 12″ diameter, which I beat out by hand. It took me about a week!
Doese anyone know if its still in there or has it long ago been replaced?