
WEEK COMMENCING 8 April 2019
The AWS battery box lid has suffered from corrosion between the lower mounting strap and the surface of the lid. The strap was removed and the corrosion cleaned out. The lid was not flat so was carefully pressed straight and sections of steel tacked to the back of the lid to keep it straight. It was taken to contractors this week for weld repair and for the strap to be put back on.
The coupling rod bush drawings have now come back from the CME’s office approved. The order has now been placed with contractors for machining and whitemetalling. The castings, some of which have seen some pre-machining by our volunteers, were taken to the subcontractors this week.
The tender vestibule top arch has now been drilled for the handrail that curves round the arch. The knobs look like they can be reused but the rail is corroded through in places and will be renewed. The arch has been painted and bolted in for the last time. The boiler-making team have now moved on to the renewal of the rear top left platework. A new tender floor support bracket has been welded in to the front of the tender tank.

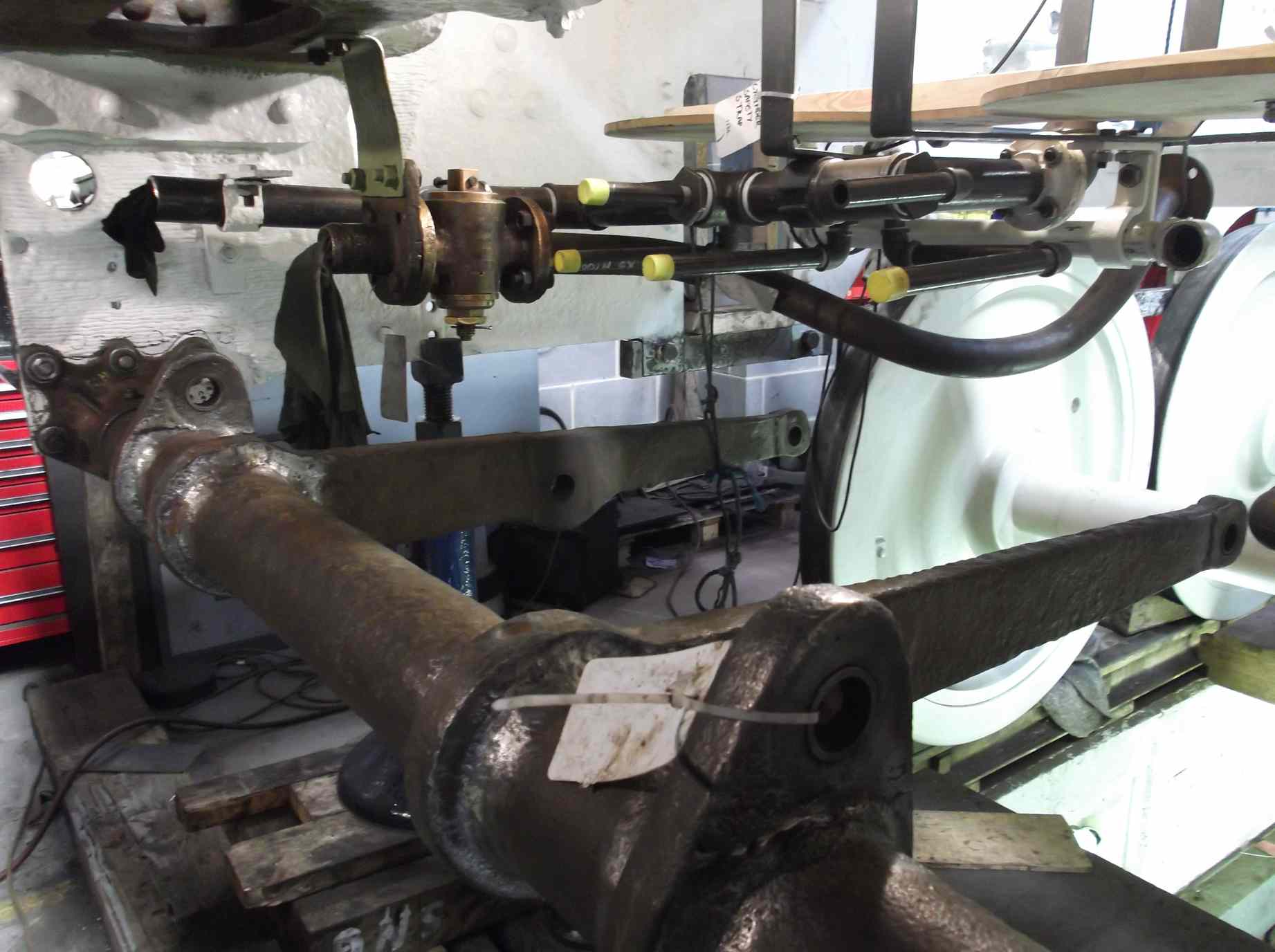
The pipes from the cylinder mechanical lubricator run to the atomisers. The atomisers are mounted on brackets on the smokebox, which is not yet

in place so some brackets have been made to mount the atomisers in their approximate position, and this week the pipes were run in.
There is work to do on supporting some of the pipework and at the atomisers new ends will be required for the pipes. Meanwhile on the tender, the routing of the air pipes continues.

The tender brake hangers are now all reamed for their pins and drilled for grease nipples. The new bottom pin was finished. Work continues on boring the holes in the tender frames to mount the trailing hangers. The right side is now completed. The old oil holes in some of the tender brake hangers have been plug welded and dressed. The hangers have been cleaned of all the swarf from reaming and drilling.
The new plates for the bottom of the tender spring hangers were collected from the suppliers this week. The flame-cut edges were dressed with a grinder. The tender frames back to back have been remeasured, now that we have tight hornstays and these dimensions will be used to specify the rest of the axlebox bearings. The leading set are in the process of being metalled at contractors.

Work continues on overhauling the cylinder relief valves, with five of the six now completed. The right leading crankpin cap has now been fitted to the tolerances shown on the BR drawing. The left-hand cap needs a few thou taking off.
The middle crankpin has seen further work with the first lap of filing completed and polished to remove file marks. Further filing followed careful measurement. After this is polished and finally checked, work will begin on finishing the corner radii.
The tender rear coupling hook has now been put in the dragbox for the last time. The safety valves have been assembled with their new springs and more NDT work has been carried out on the valve guides.
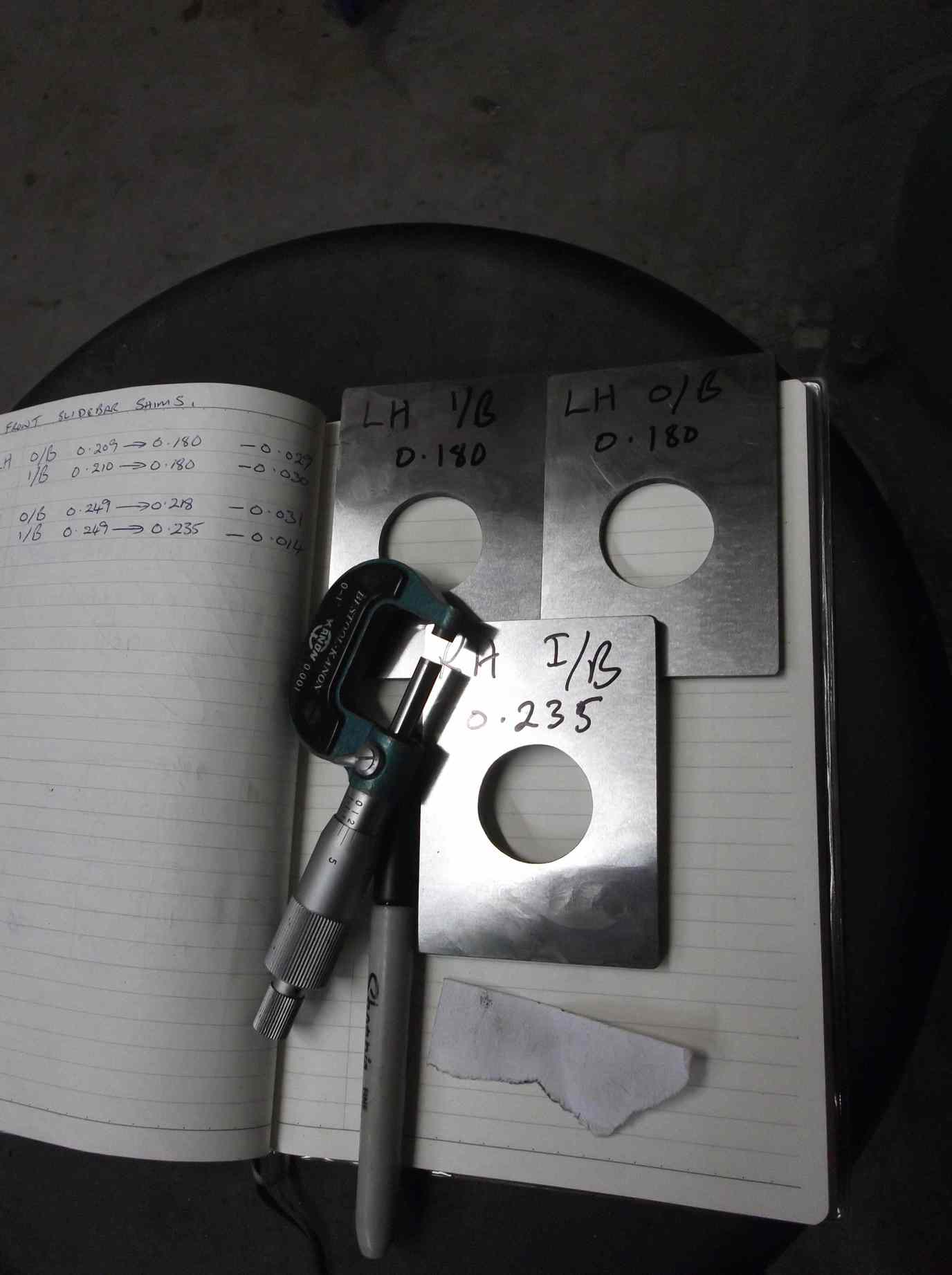
Most of the new lower slidebar shims have been cut out and drilled and have been finished to size on the Churchill surface grinder. The existing ones that had sufficient thickness have been ground to size. Work continues on specifying the replacement slidebar bolts.
At Llangollen the boiler is now full of water as work continues on final checking for leaks. The date of the hydraulic test has been pencilled in for later this month.
WEEKs COMMENCING 15, 22 AND 29 April AND 6 mAY 2019
At York the tender continues to consume most of our manpower. The end is now in sight for the rear of the tank. The last of the plate work has been put in the top of the rear tank, and in the bottom of the vestibule. A new vestibule floor plate has been cut to shape and ground to remove the flame cut edge. The plate has now been drilled to eventually fasten through the vestibule and rear dragbox.

At the front of the tank the first section of steel has been cut out in preparation for the renewal of the steelwork above handbrake shelf level. The tank has been measured accurately including the location of all the holes and details so these can be put back in the correct location.
A review of the layout is being carried out regarding the location and storage of the AWS/TPWS batteries and conduit runs.
The tender brake overhaul continues with the rear top hanger holes in the frames and rear dragbox now been bored out. The tender brake hangers have been re-bushed where required, and tested for defects. Their fit on the brake blocks has also been checked. The hangers have been tried in position and are now being painted. The brake hanger tie bars have been tested for defects.
The tender brake shaft has now been tried in place to check the fit of the bearings on the frames and the movement of the shaft. Some work is required on the positioning of the bearings and then a decision will be made on bearing renewal.
Inside the tender corridor work has continued on needle gunning the plate work to assess its condition. It is very noisy so it has progressed slowly as nobody wants to hear it all day. The condition of the plate varies but hopefully hole free.

The piping in the tender frames steadily grows. The piping around the front of the frames where it has to clear the vacuum cylinders, brakegear, axles and water valves and pipes, has now been installed. At the rear of the frames a template has been fitted over the rear dragbox locating the drains from the tender tank top that are used for the hydrant filler pipes and it is planned to use them for the air pipe runs. The vacuum reservoir cylinder has also been refitted to enable the installation of the water filler pipes, vacuum train pipe and steam heat pipe. The vacuum train pipe is now installed to the rear bufferbeam.
The tender springs are with contractors for refurbishment, meanwhile work progresses on the spring gear. A repair procedure has been agreed with our VAB for the spring hangers and these are now being worked though. Some of the bottom plates on the rubber springs were found to be fractured and new plates have been purchased, drilled and finished at York. Studs are used to lock the position of the nut that the plates are against and new are being made.
Work progresses on the reaming of the tender hornstays in preparation for new bolting with the right hand now completed.

At contractors the new patterns for the cast iron steam pipes for the smokebox are now complete and casting should commence soon. The side-rod bush bronze has been machined and the moulds for the white-metalling are now being made. The first two tender axlebox brasses have been white-metalled and returned to York for fitting. The new outside motion pins have now been returned from the heat treatment contractors and are being finished machined.

Though the tender is the main focus of the Engineering Team, work continues on the loco. Work has continued on the lubrication pipes to the atomisers. The atomisers are stood on temporary brackets as they are normally mounted on the side of the smokebox below the streamlining. The fittings on the pipe ends will require renewal, we have spares in stock. Some other outstanding pipework has been completed at the tender end.
The leading and trailing coupled wheels now have their oil trays fitted complete with new oiler pads and felt pads for oiling the inner face of the wheels. The dust guards have also been fitted after receiving refurbishment work to tidy them up. Though we still need to fit the dust seal ropes. They were previously felt, however hard engineering felt is amazingly expensive. The spring pin retaining boxes have now had all new cotters made, as have the coupled wheel horn adjusters.
The finishing of the parallel section of the middle crankpin has now been completed. This leaves the end radius to return to the correct curved profile. To achieve this a gauge has been made reproducing the correct radius. It has been tried on and has shown very good contact on the journal showing what a good job has been done. It also shows the work that needs to be done on the end radius. The return cranks mounted on the outside crankpins are currently being fitted.

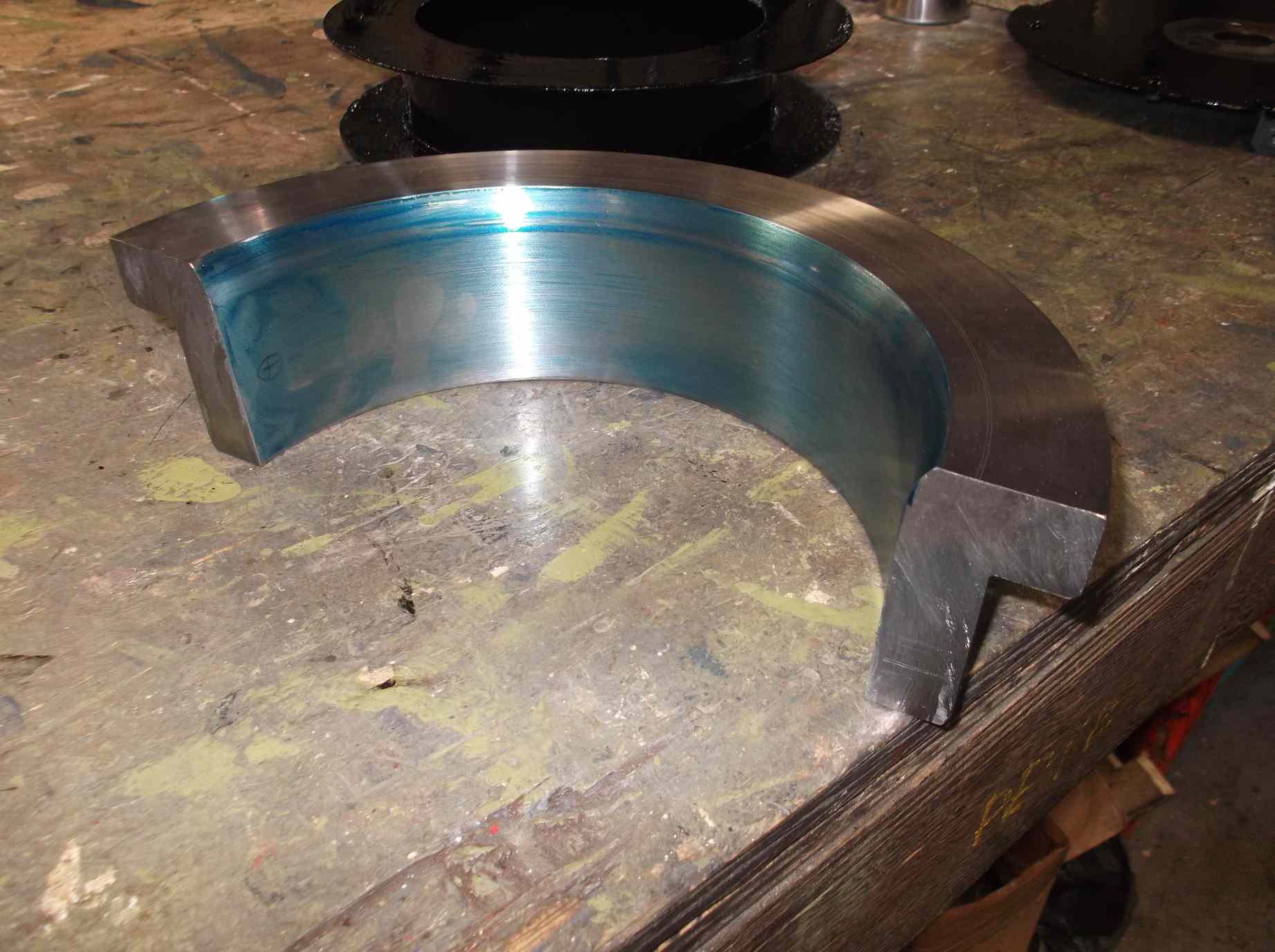
A jig is planned to ensure their correct positioning on the new crankpin ends, and the refurbishment work for the cranks to restore wear has been planned.
Meanwhile, the middle connecting rod is in the process of assessment. The little end and rod has been examined for defects and the big end has been measured for roundness, essential for a good fit and support for the bearing. The strap position being adjusted with shim to find the best location to provide roundness.

The valve guide castings are being examined with one found to be cracked. A pattern has been loaned to enable new to be cast and quotes are presently being sought.
The bottom three front lamp irons have been refurbished removing the very worn uprights which gave a loose fit to the lamps. This job was started by the junior volunteers of the 007 Gang who checked the profile on Mallard’s and our relatively unworn top lamp iron. New were then milled to the shape required by an Engineering Team volunteer. They were finally polished and bolted in place by one of the JV’s involved in the originally specifying of the profiles.

New shims have been completed for the lower slidebars and are now fitted. The gaps have been remeasured and approval of the CME has been received, so no further adjustment is required. A survey of the current state of the slidebar bolts has been completed and the new bolting specified received from suppliers manufactured from our drawings, though there’s a lot of work in fitting them. The holes in the crossheads for the union link have been measured and it is planned to do some work to them to return them to true roundness. One is already bushed and the bush was taken out.
The final assembly of the safety valves didn’t quite go according to plan. It was noticed that the top cap on one of the valves, manufactured at some time during preservation could foul the vanes in the top housing, so the cap was machined to reproduce the internal profile of the original top cap in our other safety valve. The new springs received a little work to their end coils to get them to stand a little squarer, and the valves were finally assembled and are now with the boiler.

The snifting valve was retrieved from store and dismantled. The bronze valve inside has seen considerable wear and has a section broken off. It will require replacement.
At Llangollen a landmark was reached when the boiler successfully passed its hydraulic test with the boiler insurers and VAB in attendance. The boiler will now be steam tested and the superheater fitted. While work on the coach bodywork repairs is well under way. More work has been done at the ends and renewing corroded sections under the floor. Some plate has been renewed around the windows.

This is the 39th update—you can read all the previous instalments here.
When is the target date for the engine to be back on the main line