Week commencing 31 December 2018
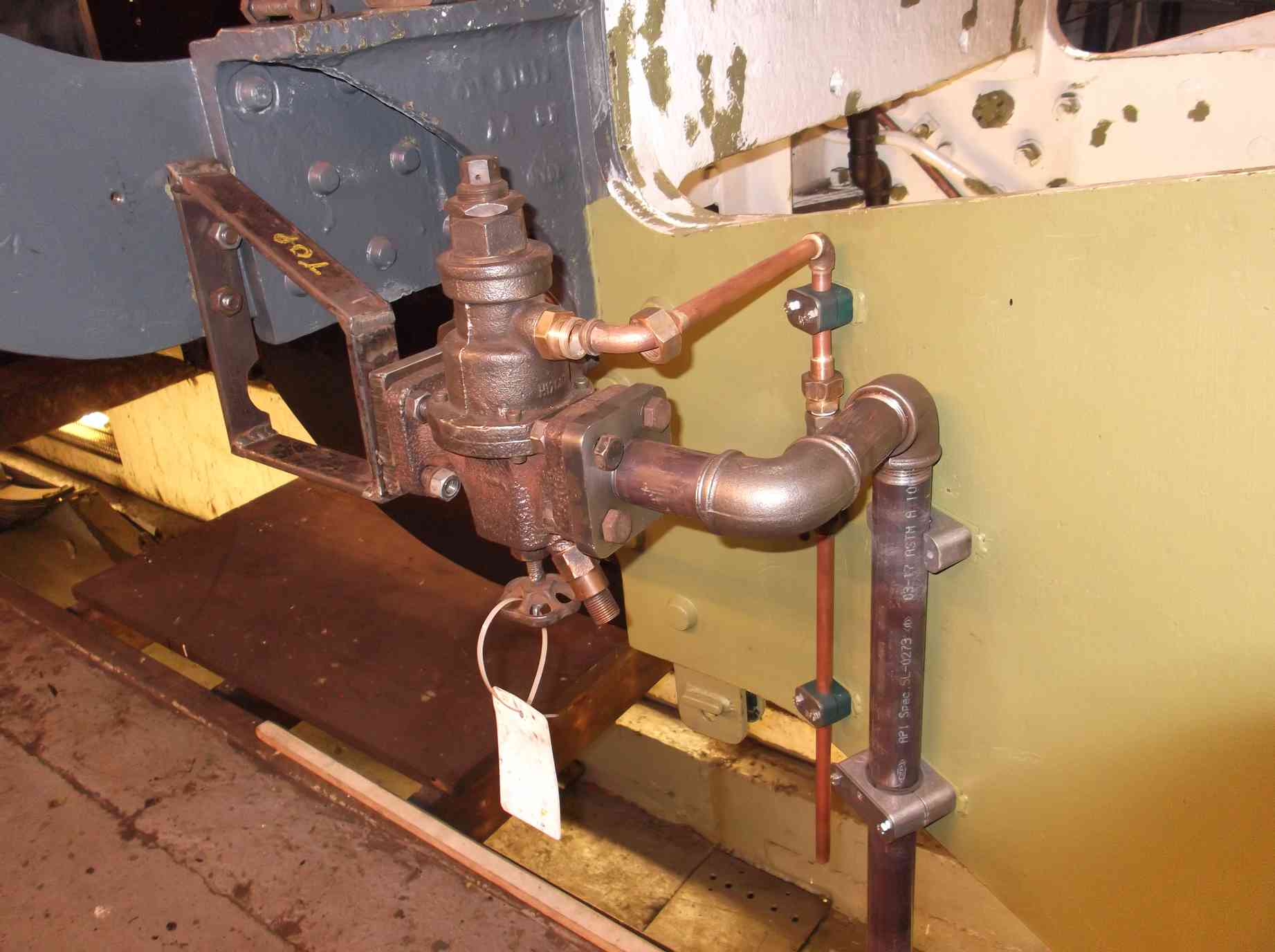
The tender water valves have now been temporarily put in the tender frames to provide a better idea of where pipework at the front of the tender can be routed. Meanwhile, the installation of the steam supply pipework to the governor progresses.
The loco sidebearer faces were skimmed over the Christmas break, to make them true to the bogie-mounted sidebearer plates. The sidebearers limit the roll at the front of the loco. The dimensions taken before Christmas were used to calculate the necessary material to be removed.
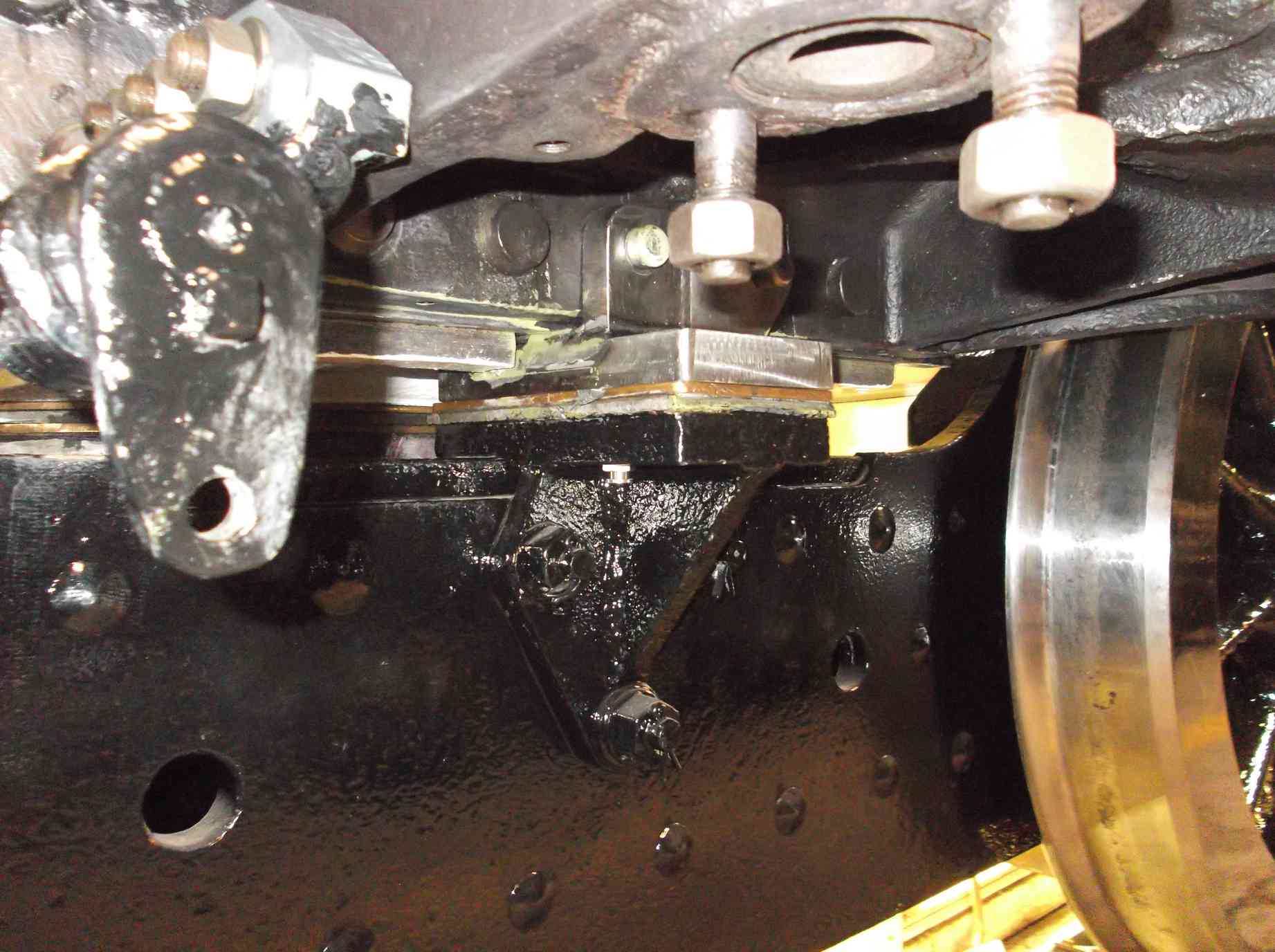
The sidebearers were refitted to the loco this week by lowering the bogie on the wheeldrop sufficiently to gain access to the lower edge of the loco frames where the sidebearers are fitted. The bogie was then re-raised and the gaps measured again. The left side measured to spec but the gap on the right was excessive. This was expected as the gap here was going to exceed spec as the bearer had curved during welding and more material had to be removed to get it flat. The loco frames were then moved off the wheeldrop back on to plain track near the buffer stop and it was noticed immediately that the loco was “sitting” differently and the sidebearer gaps had changed. We expected that movement of the engine would lead to settling on the new bearing discs between the bogie and loco frames and standing on different rail would affect the gaps.
To try and get a true measurement of the sidebearer gaps, the level of the frames and the bogie were carefully measured and found that the mainframes were leaning and loading one side of the bogie. So, the loco frames were jacked while the spring load on the bogie wheels was adjusted until both bogie and loco frames were level. In this state the sidebearer gaps were measured again. As expected after first fitting, the sidebearers require another finishing skim and this time we have some good measurement to work from.
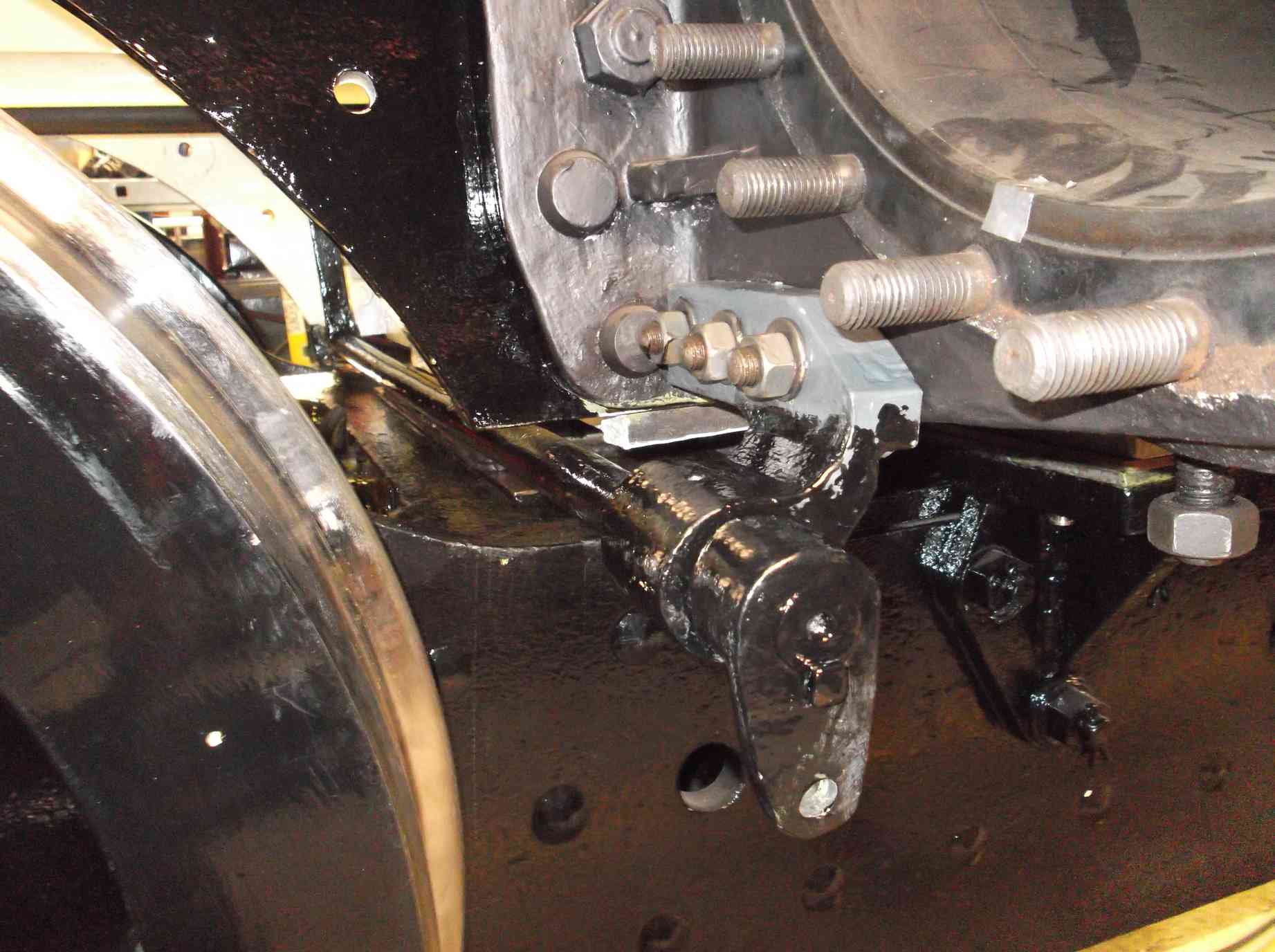
With the bogie now in place the outside drain cock operating shaft has been installed and connected to the rest of the drain cock operating mechanism.
Further machining has been done to the side rod bush castings with both leading and trailing pairs machined over all cast surfaces. The trailing crankpin end fittings have been trail fitted before measurements being taken which will fix the overall length of the bushes on these crankpins.


Work continues on pressure-testing the drain cocks. Two of the castings show porosity and were sealed by soldering before Christmas, however this has not totally stopped the leaks, so they have been re-soldered and await further testing.
The long conduit that runs along the left footplate angle has been paint-stripped. It’s always looked a bit tatty as the paint doesn’t adhere well to the galvanised surface. Some special primer designed for coating galvanised surfaces has now been tried and this should improve paint adherence.
The horizontal hornstay bolts sponsored through the pages of Chime are now all machined to their fitted diameters. They require drilling through for split-pinping.

The right driving axlebox returned from contractors after repair to the hornface was put up on the surface table and measured. The measurements will be used to set the horn gap on the loco.
The tender brake cylinders have been reassembled. Some further work is required to enable smooth operation as the fit of the piston rods in the new neck bushes seems tight. These cylinders are different from the cylinders on the loco in that the neck bushes are located in the covers not in the cylinder casting, so a little more clearance is required.

The tubing of the boiler at Llangollen progresses with the tubes being trimmed to length before expanding and finishing. The installation of the crown stays is well past half way.

Weeks commencing 7 and 14 January 2019
New outer tender vacuum brake cylinder brackets have now been fabricated by contractors and were collected this week. The brake cylinder trunnions were measured and these dimensions will be used to machine the new brackets. This was done by our training placement student, with us as part of his BESTT course on locomotive overhaul.
The tender vacuum brake cylinders have now been final-assembled by members of the volunteer engineering team pulled off their other jobs as they have experience of completing and testing the loco cylinders following the BR instruction. After some fettling including honing of the neck bushes the cylinders were declared ready for use.
Two new retaining bolts for the loco rear brake cylinder have now been machined and fitted to replace the old ones that fell to bits when we tried to refit them.
The two axleboxes that required rework were returned to York this week. One was immediately moved to the trailing wheelset to be worked on with the other from the trailing wheelset that was well on the way to fitting. One was completed this week but the other still needs finishing.
Both returned axleboxes were measured to check if they had moved during repair. The horn distances are unchanged so no work will be required to their horns other than some tidying up.
The remaining axlebox spring hanger main pins have been polished and are being di-pen tested. Only one remains to be done.

To assist fitting and removal of the loco hornstays, after the experience of fitting the leading coupled wheels, a socket to fit the vertical hornstay bolts has been bought off eBay and has been modified to get to the nuts nearest the loco frames. These are hard up against the frames and are behind the inner nuts making them particularly difficult to access. The socket will be added to our hornstay tool kit.
The leading crankpins were cleaned out of the wax remaining from their coating when away for re-tyring, to try the fit of the crank pin caps. The wear on the caps from the rod side-thrust is evident so it was decided they should be skimmed and the specified radii on the inside of the caps restored. They have now been re-machined. The right-hand cap is still marked ’26’.
Work continues on the pipework, this week more work has been done on the air pump governor pipe run with modification of the governor mounting bracket to enable easy removal of the governor without the removal of the surrounding pipework. Work on the reconfiguration of the tender pipework continues. Fittings have also been removed from the old tender pipework for reuse on new.
The tender air tanks have been cleaned down ready for repainting, but they will be closely inspected and tested first. Their mounting brackets have been descaled revealing material wastage. New material has been cut and the brackets will be repaired.
The tender vacuum cylinder support brackets are wasted where they are bolted to the underneath of the trailing dragbox. New sections are now being made to weld on to the ends of the existing straps.
Work continues on the tender hornstays with the leading-right now being worked on. The final dimensions for the tender bearings has been decided upon and it is hoped that the leading set will be sent to contractors for white-metalling soon. They will have to be well cleaned off for metalling so a start has been made.
All the crown stays are now fitted to the boiler and riveting over the ends on the outer wrapper has begun. All the tubes are now trimmed to length and are ready for expanding. The superheater test certification has been sent to our boiler insurers and with the contents of the boiler work file at Llangollen our insurers are happy that we are up to date with our paperwork.

The smokebox old cast iron steam pipes have been measured to ensure what has been fitted to 60007 in the past is as shown on the drawings we will use to make new. This is not easy as the end faces are offset and at angles to each other. 3D models of the steam pipes have been drawn and from the measurements taken their dimensions have been confirmed. We will generate manufacturing drawings from the models so we can proceed to manufacture.
The alignment wire on the right side of the loco required resetting as a result of jacking the engine to measure the bogie sidebearer gaps. We must have introduced a twist during jacking. We are now satisfied with the set up this week and the slidebar measured satisfactorily with our new shims.
The buckeye coupling has had some final prep and is now being painted. Before painting it was di-pen inspected and no defects were found, meaning our repair work on the coupling’s major components is complete.

The brake hanger bushes have been removed from the tender frames. Some new bushes were made and a start has been made on pressing the new ones in to position. This requires the holes to be measured accurately and the bushes to be machined accurately so that the fit of the bushes is correct.
The guard irons for the rear of the tender have been cleaned off by members of the 007 Gang of junior volunteers. After they completed this task they cleaned the upper tender vestibule support brackets. They were dismantled, revealing a remarkably complex arrangement of adjustable interlocking wedges that adjust the fit on to the support rods.
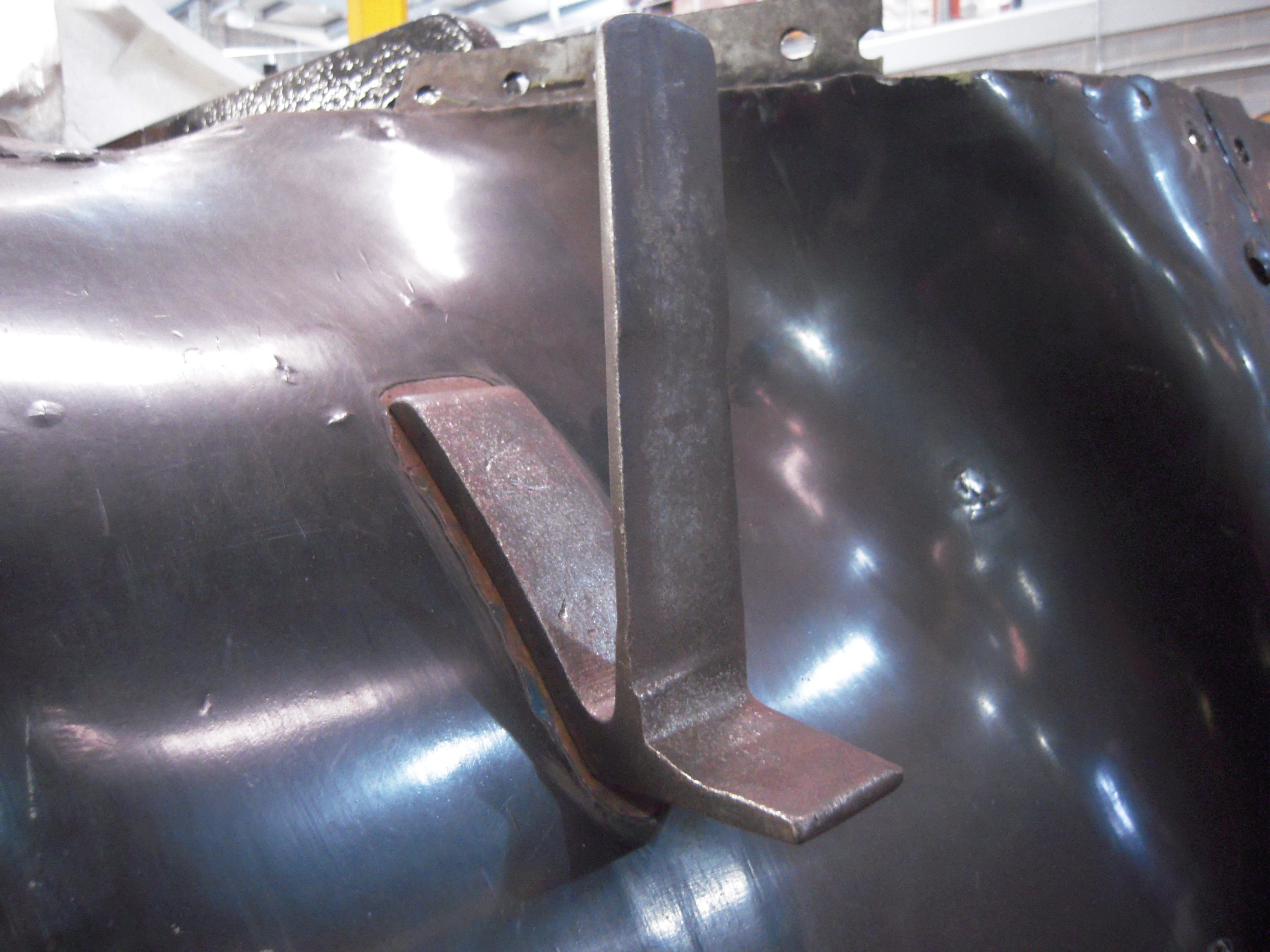
The front-bottom three lamp irons have been refitted temporarily. The upright sections are heavily wasted and will be renewed. As they are heavily worn they are not now the correct shape they have been compared with the LNER drawing with Mallard’s. We are now confident that we can cut and fit material to the correct shape.

Work continues on the rear of the tender tank. More material has been cut out of the tender top around the area of the removed GSMR aerial. A large section has been removed above the vestibule to the top beading and has been taken to contractors and will be used as a template to cut new material. The top of the vestibule is to be remade with plate rolled to the shape of a wooden template taken from the old steelwork. The last welding was done to the underneath of the new floorplate at the cab end of the tender.
Weeks commencing 21 and 28 January 2019
The plating team have been hard at work at the back of the tender preparing for the fitting of our new steelwork. Unfortunately, getting the new rolled and profiled steel from our suppliers is taking longer than expected so they directed their efforts to straightening out the lower edge of the rear tender flange where the tank is fastened down to the tender frames.
They’ve done a great job in straightening the plate but when clamped to the frames it will have to be shimmed to prevent it from bending again.
The re-bushing of the tender frames where the brake hangers are suspended by pins is being continued. The holes in the frames have seen some wear, some worse than others so the bushes have been made as a bit of a compromise to get them within spec. Unfortunately the trailing holes are in very poor condition and when the new bushes were fitted they could not be made to give a satisfactory fit on the hanger pin. We are now considering ways of re-machining the holes.
The pins for the bottom of the hangers vary in their condition and in size. To determine if some could be recovered to be used elsewhere in the hanger bottoms one was skimmed on the lathe.
The result was good but it will have to be dimensionally checked to ensure it can be reused. This work is ongoing.
The last coupled axlebox main spring hanger pin has been examined for defects and is suitable for use. Further testing of components has included brake pull rods from both loco and tender.

It was noted that one of the loco rods is marked W1. Testing has included pressure-testing the tender vacuum reservoir tank. It was pressurised and left for a couple of hours, and checked with leak detector. It showed no leaks. It will now be painted and remounted in position under the tender trailing dragbox.


The mounting straps for the vacuum cylinder have had new ends welded on. The plates were made and tacked then finish-welded. These fasten the tank to the bottom of the trailing dragbox below the rear coupling. Inside the dragbox the coupling rubber springs are guided by side plates fixed in to the dragbox. These are worn and have allowed the rubber springs to rotate out of alignment. New plates have now been made and are welded in position to prevent this in future. The plates were welded in and then dressed so the the rubber springs can move easily across them.

The mounting brackets for the air tanks on the top rear of the tender were descaled. Some of the steel was very thin so new pieces were made and have now been welded in. The brackets are now being painted.
The right leading tender hornstay has been built up with weld before final fitting, and the building up with weld of the inside leading tender frames has continued.
The new pipework to the loco leading vacuum brake cylinders has been installed and a very smart job has been done. After examining 4468 it was noted that Mallard’s arrangement had near-identical pipework to 60007’s, however the flexi pipes were very short and pulled into very tight radii. These shorter flexis are no longer available as standard items and though we may be able to have specials manufactured it would be at a considerable cost above off-the-shelf items.
Now we can use the longer standard hoses, without fouling the bogie. During the last period in traffic chafing of these hoses was a problem.
The alignment of the upper slidebars is now complete with the LH being completed. The lower slidebars have now been moved to the loco and given a clean down, and the next task is to put them up. The bolting for the slidebars requires attention. We are hopeful that some can be reused but to manufacture new, drawings have been identified in the NRM library and these were retrieved and photos taken.

The right trailing coupled axlebox was finish-scraped last week so this week the underkeep bracket received its final fitting. The horn faces of the axleboxes need a bit of finishing and tidying up of oil grooves, damage accrued during lifting on and off journals and in the flange corners to clear the loco horn edge radius. This is ongoing. The left trailing axlebox returned from repair is now being scraped with the crown now completed.
The tender water gauge valve has been ground in and a sketch has been made of the adapter that links it to the water gauge pipe. The old adapter is corroded beyond recovery and new one will have to be made. The water gauge pipe has been cleaned and painted.

At Llangollen, all 350 crown stays have now been caulked on the copper side of the firebox with the ends trimmed on the steel side for riveting over. Approximately half are now complete. The small tubes in the smokebox have now been expanded.
This is the 36th update—you can read all the previous instalments here.
Is there a update for the return of the repaired boiler for fitting and a general idea when Sir Nigel Gresley will be running again ?
hi there i was wanting to know when will the massive front face of sir nigel gresley and also the funnle and the whistle be done i be coming this saturday