Week commencing 3 September 2018
The end plates for the air pump lubricator drive cylinder have now been machined to size allowing the final assembly of the cylinder.
Painting has continued on the tender wheelsets with undercoat now being applied to the wheel centres.
After modifying the end sealing of the superheater it was again tested. Unfortunately it only made it to 100 psi. As a result the sealing has had to be redone. It now awaits pressure-testing again to make sure it can achieve the specified test pressure. Disappointingly, the witnessed test for next week had to be cancelled until we are sure that the sealing can withstand the test pressure.
Work on the tender frames continues with needle-gunning around the brackets and angles. All the hornstays have now been removed and all paint removed from the stays and where they fasten on to the frames. Any remaining grime and paint has been removed from the frames around the stays.

Under the tender tank and across the front plate has now been ultrasonically thickness tested and the results are being recorded. The bottom plate and sump have also been inspected inside and out and are sound, however the tender front and the bottom plate toward the front are in poor condition and will require repair.
In the water filler space, needle-gunning and a grinder have been used around the corroded plates and we are still planning the best way to repair this area. Meanwhile some final welding has been carried out along the seams of the corridor roof inside the corridor. The tops of the welds have been ground back on the vestibule support rods welded last week, ready for machining.
Measuring around the tender wheelsets continued this week. This is so we can identify repair work and any adjustments that may be required to the tender running gear.
The spring hanger brackets returned to York after being bored to take new bushes in the holes where the spring buckles are pinned. One requires some further work as when inspected the bore wasn’t good enough. It’s a tough job as the material hardens differently around the bore. All have been di-pen inspected and are free from defects.
The vacuum release valve was fitted to the reverser column after a little lapping in. The steam sands valve is mounted to a bracket on the back of the column. This was stripped and inspected and will require machining, this is now underway.
The end covers from the crankpins were retrieved from store this week. They are required to be fitted so that the length of the bushes to be fitted in the rods can be calculated. They were cleaned when removed from the loco so with a little detail cleaning and preparation were di-pen inspected. They can now be fitted. The trailing crank pins do not have caps but have the speedo crank and lubricator drive crank with nut. These were retrieved from store and separated from their associated mechanisms. They were cleaned and will be fitted to the ends of the cranks.
The expansion link bearing housing that required repair has been worked on to return it to round and removed the taper. A bush has also been made but is yet to be fitted.
The new rings for the pistons and valves were delivered this week and a very good job they look too. The piston rings have been tried in the bores to ensure the gap is satisfactory. The valve rings will be checked next.

The new top body for the leading safety valve has now been machined and would look good on any mantelpiece. It has been dimensionally checked but has yet to be tried on the lower body to check the fit of the thread.
Weeks commencing 10 and 17 September 2018
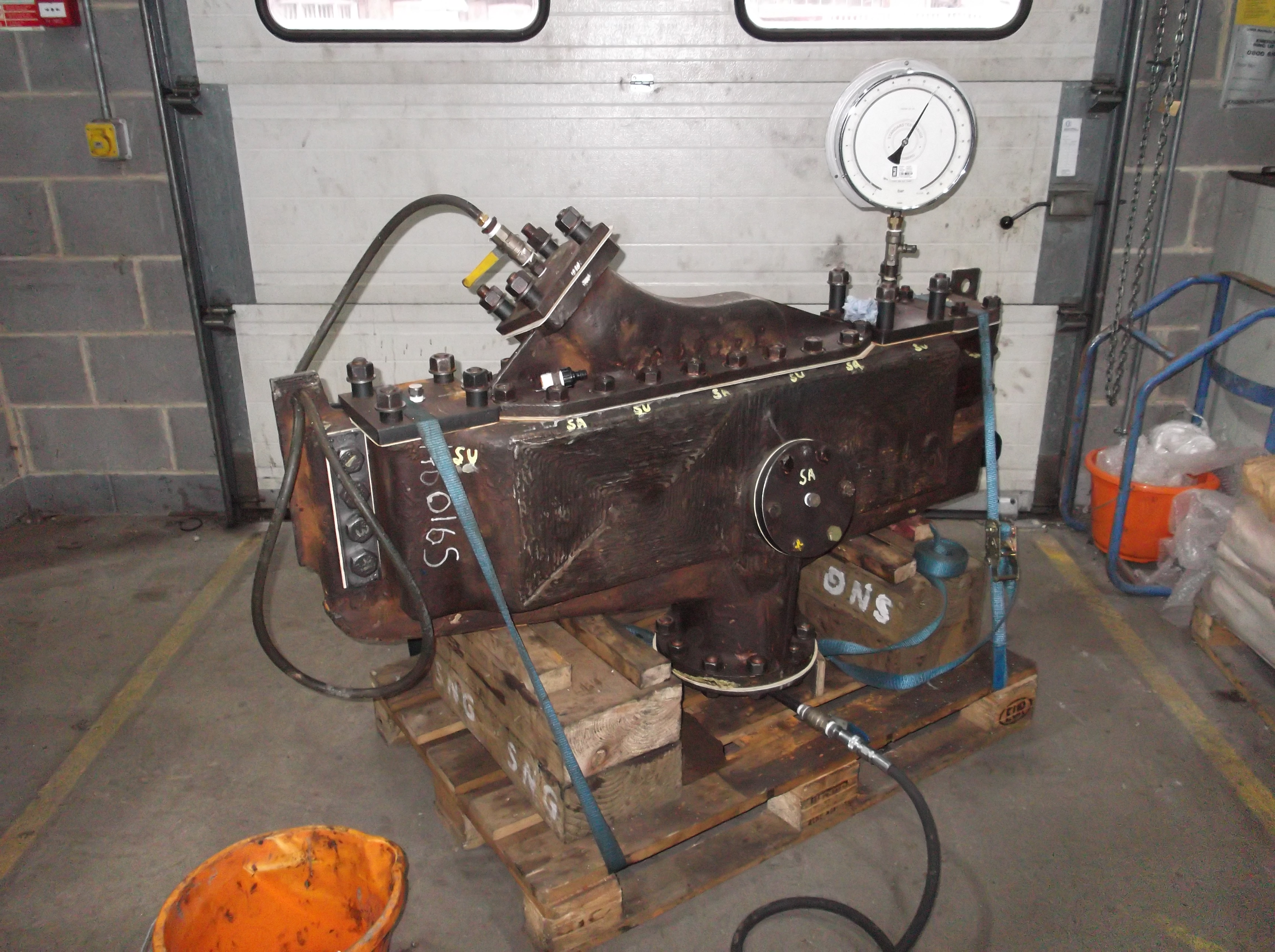
The superheater header was resealed and pressure tested successfully so the witnessed test was reorganised and a calibrated gauge hired. As it was raining heavily outside it was decided to do the witnessed test inside. A bit of a gamble as if the header leaked we could have been left with a lot of water to mop up. Fortunately it stayed tight while it was left at just above the specified hydraulic pressure for in excess of the specified test period.
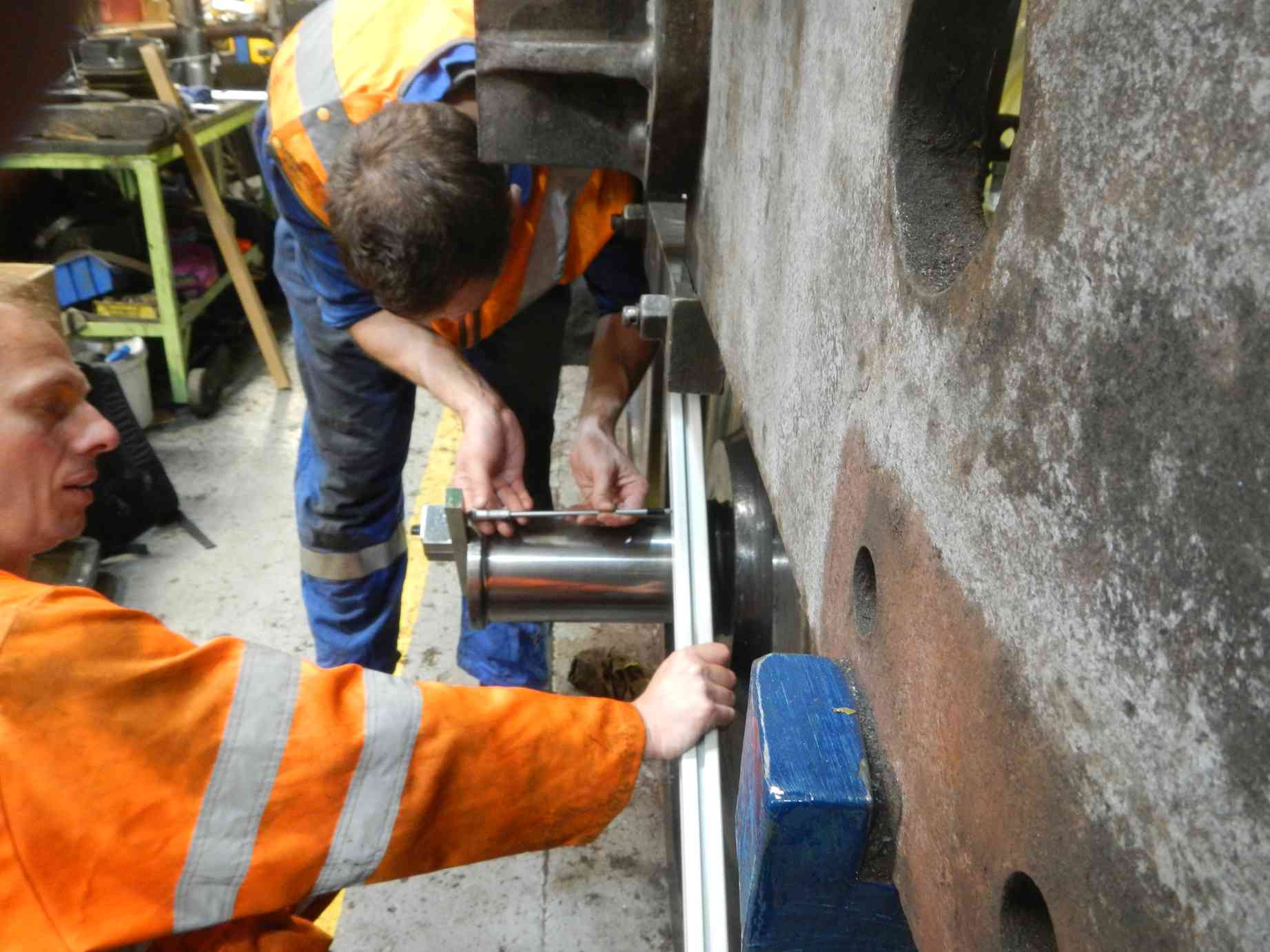
The sealing and testing of the header has been carried out entirely by one of our Engineering Team volunteers who must be thanked for stoically sticking with the project to completion. This particular volunteer is a very skilled member of the Engineering Team who was quickly moved on to another job requiring great care, the final finishing of the outside crank pins.

The driving axleboxes have now been returned from NYMR Grosmont and our journal discs have been machined at York to the current diameters of the coupled wheel journals. This allows us to check the machined diameter of the axleboxes. At Grosmont one of our other axleboxes is on the borer ready to machine, however no further progress has been made for the past couple of weeks.
The loco mounted bogie side bearers, have previously been machined and trial fitted. They are now being reamed in position in preparation for fitted bolts. The volunteer leading this job has declared himself satisfied with the reaming, so it must be good. The bottom plates on the bearers have been dressed ready for machining and welding in position.

Good progress has been made with the painting of the tender wheelsets, while further descaling of the tender frames and dragbox has taken place.

The tender tank has had more material cut out of it to find the start of sound material from which new plate can be inserted. Work has now moved to the space around the water filler. At the front of the tender tank the supporting beam the tank is resting on, was moved back to allow access to the plate on the bottom front of the tank. Prior to this the bottom of the tank had been painted to primer. The plate at the front can now be accessed fully and sections will have to be removed as it is corroded beyond further use.

When moving the beam back it had to clear the brake brackets on the bottom of the tank. The removed vacuum cylinder brackets are wasted through corrosion and have been thickened by rebuilding with weld.
Progress has been made with the slidebar shims with more done on the surface grinder, while work has continued on measuring the tender frames and wheelsets.
The tender spring hangers and spencer spring boxes and plates have now all been descaled and stripped.

The tender drawhook and it’s long bolt have been di-pen inspected and no faults found, though it has yet to be dimensionaly checked for wear.
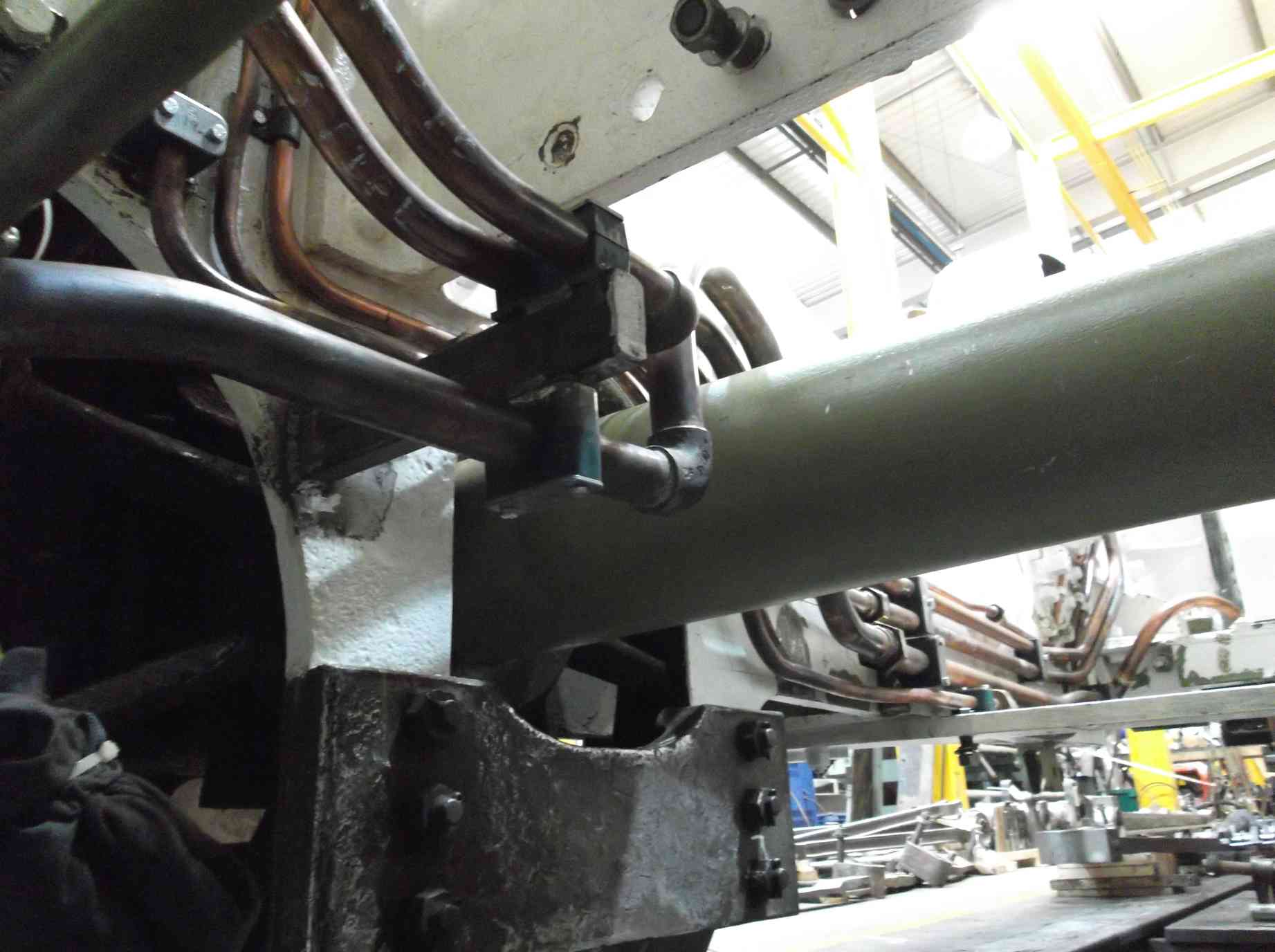
The piping along the inside of the right Cartazzi frames has been extensively reorganised and Peter Ellis has now declared it completed. Attention is now turning to running the pipework to the air pump governor which has been relocated to the right side of the locomotive.
The loco front hook has been machined at York to add more thread to return it to Doncaster pattern and to allow the original rubber spring configuration to be fitted The cotter slot in the hook has now also been machined.
The leading safety valve parts used for the manufacture of the new top were collected from the contractor where the top was made. The fit of the top was checked on the body and is satisfactory.
The valve rings have been tried in the valve chests and they seem to be OK. The rings are now being deburred and surfaces polished.
The steam sands valve mounted on the reverser stand was given a little grinding in and repacked and is ready for refitting. A new key for the reverser handle was also made and fitted. The last split pins have been fitted to the fasteners around the reverser.

Week commencing 24 September 2018
Work continues on the tender frames concentrating on descaling the leading dragbox, while work also continues on cleaning out of the remaining odd awkward corners.
The tender tank progresses with steel obtained and being fitted to the removed wasted sections in the water filler space. The floor in this space has been needle-gunned and it will be treated before painting with a corrosion inhibitor.
At the front of the tender a large section of steel that was holed has been removed. The inside of the tank behind the cutout has been chipped and descaled, and has revealed a number of holes beneath the sealant lining. As elsewhere on the tank it appears corrosion from the outside is responsible. The bottom plate in front of the cutout has been descaled around the corners to identify where the old plate should be cut out and where new plate can be welded in. Measurements have been taken and a shopping list of plate is being put together.

The cab piping continues to be worked on with our CME identifying more piping changes he requires. Attention has also moved to the steel piping in the tender frames as all the steam heat pipework is to be replaced, as well as wasted steel vacuum brake piping. A number of propriety pipe brackets and clamps have been obtained to provide support to the smaller lubrication pipework between the frames. Previously the pipes have been wrapped with rubber to protect them from vibration damage in steel clamps.
The superheater has now been unboxed with all the sealing plates and bungs removed. After drying out, the sealing faces required cleaning of all sealant, gasket and surface corrosion. The same was done to the middle and end blank cover, and these were reassembled on the header for transport to Llangollen. The element holes have been cleaned out and all the bright surfaces given a smear of grease. The end threaded plug holes have been cleaned and the plugs fitted.

The front-centre bufferbeam section of streamlined casing was finally fitted this week and the reconditioned drawhook fitted by Bob Shearman. The new springs were also fitted. A new spacer for the securing nuts was machined at York this week, the old one not being to drawing.

The front shackle was detail-cleaned and di-penned this week with no defects found. It has previously been dimensionally checked to ensure it is not below scrapping size. It would be a shame to have to replace it as it is a nice old-fashioned BR-marked type.

The loco fitted bogie sidebearers were finish-reamed in position this week, and pinned up with silver steel dowels. The bottom plates have now been marked up with the machining that they require.

All except one of the coupled axleboxes have now been returned to York. The outstanding axlebox required a little further work. I visited Grosmont this week to view the last box in progress and to inspect the other 3 completed ones. The axleboxes at York have been put under the wheeldrop crane ready for fitting. The dressing of the driving wheelset outside crankpins is being continued.
This is the 32nd update—you can read all the previous instalments here.