WEEK COMMENCING 9 JUly 2018
The two studs for the right cylinder, frame and saddle joint were machined and one is now fitted. Again the faces of the saddle casting require careful preparation to get the seat of the nut to be square to the centre of the stud so that the stud has a straight pull on it without being bent, a probable cause of the previous failures with these fasteners.

On the subject of studs, the repair of the footplate studs in the cylinder castings is progressing with material now being machined to produce the studs. Each is having to be machined specifically for its location. A couple of the existing holes in the slidebar brackets have been plugged and will be drilled and tapped to return them to the original thread size.
I went to collect the new rubber bushes for the bogie AWS bracket, however they have been made from the wrong thickness of material so were rejected. On the positive side progress has been made with the first two of the loco bogie sidebearer bushes. These have now been machined and the plates for the side bearer fabrications are being shaped.

The new rubbers for the front coupling hook have been checked over and all is to drawing, so now a jig for the assembly of the rubber springs has been designed.
The overhaul of the reverser stand continues with the reverser nut thrust bearing being replaced. To replace the old bearing the new bearing races were surface ground so that its overall thickness is now the same as the original bearing.

In preparation for the tender lift and frame overhaul the underkeep oil trays were removed and emptied, and so were the underkeep oiler pads. The split pins from the hornstays were also removed. The tender frame guard irons and footsteps were removed from the rear of the frames as we will need to jack there. The last of the pipework that could cause issues during the lift of the tender frames was removed and the components tagged and noted on our schematic.

The coupled wheels and bogie were moved as far forward as possible so that we have as much space as possible for the use of the workshop overhead crane when moving the heavy lifting equipment. The tender was then moved forward to the position where it was planned to leave the tender tank on stands.

Elsewhere the tender brakegear is being steadily worked through, being cleaned and needle-gunned.
Little progress has been made with the valve gear over the past two weeks due to manpower being directed on to other jobs but we have managed to find time to di-pen inspect the union links.

Our coach is at CTMS at Cranmore for overhaul work and I visited it at the end of week 26. With the CTMS management we went through the original list of works so that both SNG and CTMS are clear of the work we want to be competed on our coach. The standard of the finish they achieve is very good as displayed by an eastern region 1950s suburban coach standing in the sun outside their works. We have agreed to some minor amendments to the original planned works so CTMS will requote and an amended purchase order will be issued. Work is scheduled to begin in earnest during autumn with our coach being under cover from then until completion, planned for spring next year.
At Llangollen the regulator is finally fitted and the positioning of the regulator reach rod has been measured and is at least two inches clear of the transverse stays. The new throatplate section is clamped in place on the foundation ring and is prepped for welding in.
Most of our time in week 27 has been spent on lifting and separating the tender tank and frames. This has required a programme of preparation over many weeks, including removal of numerous seized bolts holding the tank down and also pipework and electrical systems. Away from the “tools” there has been a considerable amount of preparation with valuable input received from our Team Leaders.
As a result of this effort a risk assessment was completed and after discussions with lifting contractors we devised a procedure. We must thank Paul Gardiner of Durham Lifting for being so generous with his time. Paul planned the lift and supplied all the equipment that would be required, only requiring us to find a few shim plates and use some of our sleeper ends on the day. When the date was firming up for the delivery of the equipment a roster was drawn up and the volunteer Engineering Team rallied so that the roster was soon filled. We were able to devise a plan for the week where everything we wanted to accomplish was done so while being unhurried within our normal working hours.
With the arrival of the lifting gear due and the Lift Team in the workshop we had an initial talk though of the procedures and plan for the week. The equipment was delivered later that morning and we were helped by National Railway Museum workshop staff who drove the forklift truck. Some of the lifting gear was very substantial with the tender tank beams weighing 400kg each. With the lifting equipment on the ground the Lift Team moved it in to the workshop. The base stands or stools were moved to the four corners of the tender and the rest of the gear unpacked and divided up. The whole operation being under the direction of Lift Team Leader, who lead the operation until completion three days later.

With the corner base stools in place jacking of the tender tank began. In each corner a team was placed to operate a hydraulic jack and to manipulate packing, as many pieces would be too heavy for a single person to lift. The Lift Team Leader would not be operating a jack as he would be required to coordinate what was happening in the four corners, and to check how the tank was responding overall to the lift.
After each lift of approximately 20-25mm the tank was repacked so that in the advent of a jack failure the drop would be no more than this. So the tank is raised slowly with these little steps, slowly but safely. When the tank was raised sufficiently to allow the lifting beams to be inserted across the top of the frames and under the tank, packing between the frames and tank was put in. With this packing in, the jacks could be removed giving clearance to put the beams in, and to reposition the base stools outside of the tank so that eventually the frames would be cleared for rolling out.
The beams are very heavy so were moved on the workshop overhead crane in to the space in front of the locomotive. The crane doesn’t have the reach to support the beams until they are on the frames so stools were positioned to give the beams a platform to rest on at frame height. Engine hoists, small mobile hydraulic cranes, were used to “walk” the beams across the stools towards the frames. Eventually, with their weight supported on the frames they were pushed in to position by the Lift Team members.
With the beams in place extension pieces were fastened to their ends which allows the jacks to be positioned for the next stage of the lift. As before small lifts were followed by packing step by step until the bottom of the tender tank and the vacuum cylinders could be seen to clear the frames. A chain was then placed round the tender drawhook and the frames carefully pulled from under the tank. When the frames were clear they were chocked and we treated ourselves to a brief pause for photos. Well it’s not often you see a tender tank that high in the air.
The tank was then lowered by removing packing, again in 20-25mm steps, paying careful attention to keep all the jacks loaded and maintaining the level of the tank. Eventually the tank was left on the beams on the large base stools, where it will remain until it can be put back on the frames.

With the tank secured we then moved on to lifting the tender frames to release the axleboxes, and also to allow the tender wheels to be rotated sufficiently to allow access to all areas of the inside of the frames and outer surfaces of the wheels. We used the same lifting technique as used on the tank, however accessibility to the bottom of the frames for jacking and packing is not as good as the flat bottom of the tank. Eventually the frames were lifted sufficiently and was left on it’s packing until it can be lowered back on to the axleboxes.
The lift went very well and thanks must be given to the Lift Team Leader and the team members, most of which were there throughout the three day program.
With the tender tank lifted the vacuum cylinders and their brackets were removed. These will now be evaluated and overhauled. The work on the tender frames has also progressed with the removal and dismantling of the axleboxes.
Week commencing 16 July 2018
The material for the new safety valve top to replace the worn service example was collected from the supplier this week by an Engineering Team volunteer, saving us the cost of transport of this substantial and expensive piece of bronze. We have also been told that the material for the new bottom flanges has been cast and is ready for collection. The machining will be carried out off site.
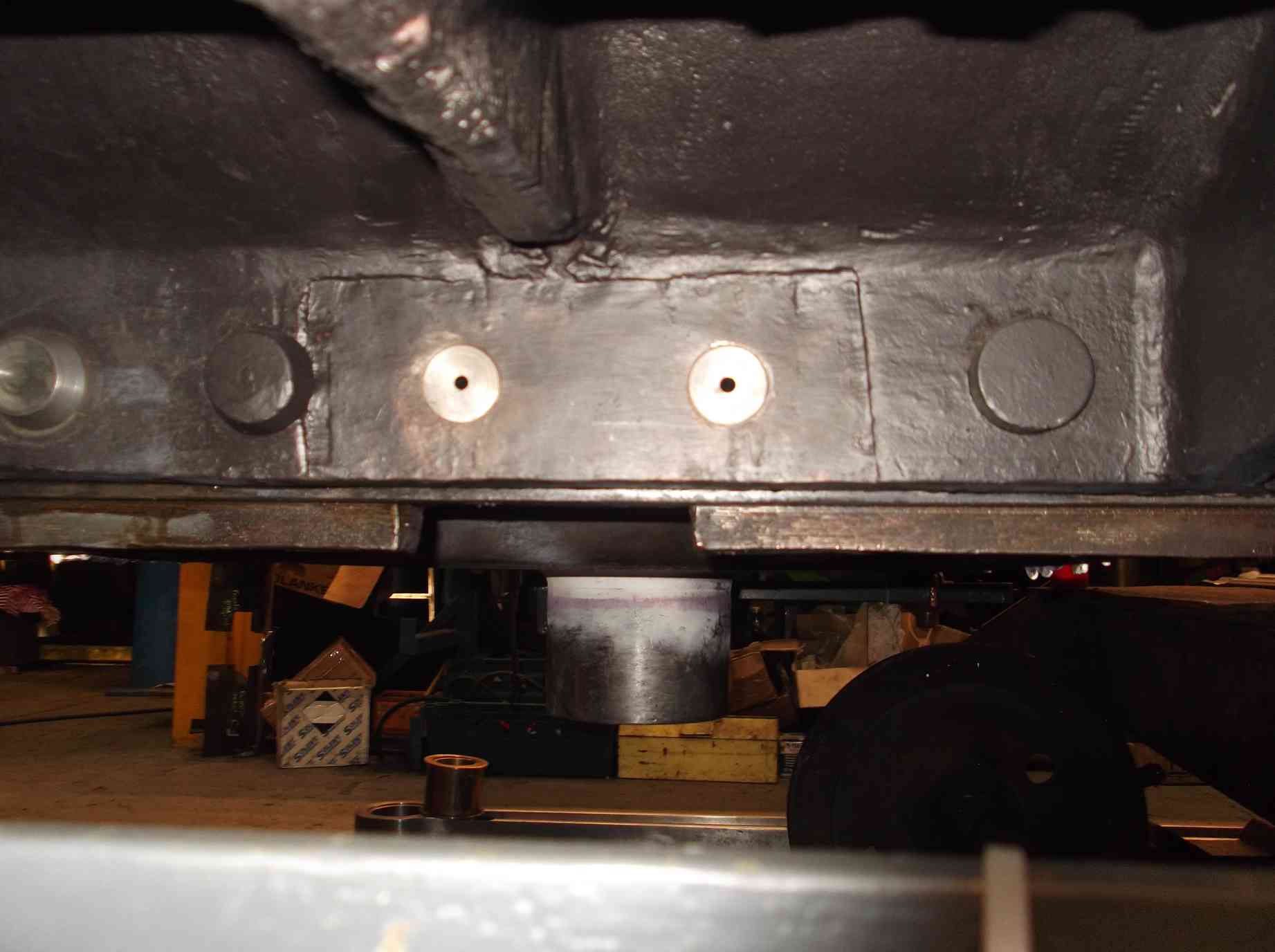
Most of this week’s efforts have concentrated on the tender, with the frames receiving most man power. The tender frames have been cleaned and scraped, and needle gunning started this week. I was quite looking forward to this, as the history of the tender frames will be gradually revealed. There are a number of repairs and welded up holes, and on Saturday we found our first stampings. Towards each end of the frames on each side are oval plates welded into the frames. They look like lightening or lifting holes that have been filled and one of the filler plates is stamped with various numbers and what looks like the word “approved”.



The tender tank has seen further work on the corridor roof with preparation of the new roof sections for final welding. Welding work on the ashpan has taken place this week. This has involved welding up of the damper hinge holes and re-drilling in the position determined when the ashpan was trial fitted in the frames.
To get to the ashpan it was removed from the loco frames this week, requiring the usual procedure of taking the cab off first. With the hinges fixed in their final position the lugs require re-fixing to the screen, and that should be the ashpan finished as far as we will work on it. However, the ashpan will be trial fitted again, as it does have the habit of growing every time it is removed.
The underneath of the tender tank has received its first real clean off by members of our 007 Gang of junior volunteers, while others were put on needle gunning the outside of the tender frames. The junior volunteers are developing into an effective work force, well worth the investment in time we have made in them.
With the cab off, the Pipe Fitting Team took the opportunity to fit the reverser stand cab floor plate, and to drill a pipe support bracket. They want to leave the cab off as it aids accessibility for them, but we have nowhere to store it, so it was refitted later in the day.
The loco bogie side bearer fitting proceeded this week with the bushes that go into the frames fitted. Long series drills have been obtained as well as a series of larger drills, so that drilling through and aligning the components that make up the side bearers can be done.
The plates that go between the tender axleboxes and springs have now all been cleaned up and will be assessed for condition. The return crank rods were also di-pen inspected this week. This continues our refurbishment of the outside valve gear. The reverser screw was inspected and will be painted before refitting.


A start was made on the repositioning of the bogie axlebox under keeps, now that the axleboxes are a little shorter, as described in last week’s report. The lugs on the trailing underkeep trays were cut off. These will be tacked on in situ with the tray in the correct position relative to the wheel face of the axlebox. The tray can then be removed and finish welded.

The new AWS carrier rubber bushes were fitted this week to the bogie, allowing the fitting of the shield that goes across the front of the bogie over the AWS carrier bracket.

Week commencing 23 July
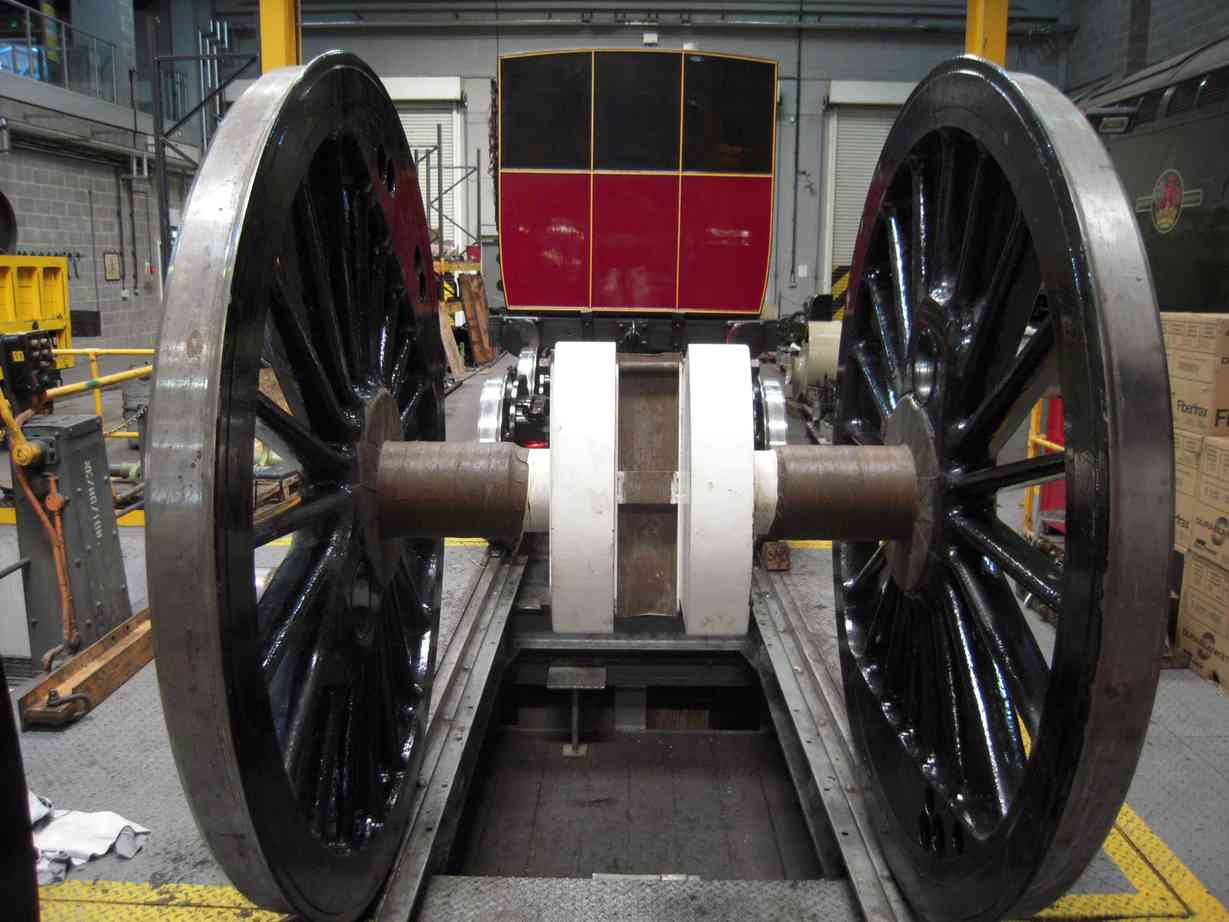
The driving wheelset was brought back into the workshop this week and returned to its usual place in front of the loco. Moving the wheelset in and out of the workshop on cranes has damaged some of the paintwork, so the Painting Team have begun to make repairs to the paint to restore their finish to our standards.
The reverser column vacuum release handle was fitted, requiring careful filing to shape this week, as the reverser nut on which it is mounted has now been finished. This has included fitting a new bearing in the nut housing and re-machining the housing so that shimming is no longer required.
The reverser screw was painted this week and assembled into the reverser column. A new bush was made for the reverser crank at the bottom of the screw. This was pressed in this week and the crank also fitted to the reverser column.


Work progressed on the tender frames this week with further needle gunning of the frames. Now we are onto the brackets, progress has slowed. The remaining pipework in the tender frames has been documented. After this was done the steam heat pipe was removed and the end pipes from the vacuum brake pipe run. The section of brake pipe at the front of the tender will require replacement due to corrosion. A number of flanges from the condemned pipework have been recovered and may be reused.

The TPWS junction boxes at the front and rear of the tender frames were removed. The internal connections have been carefully documented and the ends of the conduit bagged to protect the cable terminations. We had hoped to leave this assembly in place, but the aluminium junction boxes have not survived the last period in traffic very well with the leading one certainly requiring replacement due to corrosion. Some of the conduit will also require renewal.
The leading rubber spring assembly was removed from the trailing tender dragbox this week and the adjusting wedges for the corridor connection bottom supports. All these components will require assessment. Removal of these components will allow full inspection of the trailing dragbox and coupling assemblies.

Work began this week on finish welding in the tender corridor roof sections fitted so far.
The right tender vacuum cylinder has been stripped and inspected. The piston rods from left and right cylinders were measured and di-pen inspected with no faults found. The piston rods measured showed less than 1 thou variation on diameter. As with the left cylinder all the small studs holding the pressure connection flange and the neck seal will require replacement. A list of replacement seals has been made.

The bogie underkeep trays were repositioned this week. The securing lugs were cut off and bolted to the axleboxes, then the tray sections were carefully positioned relative to the wheel face of the axleboxes. The lugs were then tack welded on in situ. The underkeeps were then removed and finish welded all round on the bench. When welding something like this I would expect the lugs to move during welding and have to do a lot of fitting to get them to fit the gap in the axlebox, but a really good job was done by our volunteer welding specialist. The first tray slid straight in with a good close fit on the axlebox lugs. All required a little dressing though, with the removal of some sharp edges, but all are now fitting correctly. A start has now been made on fitting the wheel boss face oiler pads. These have to be cut to project correctly, in order to contact the wheel to oil it when required, but not be too long and be dragged out by rubbing the wheel too much.

The new rubber springs for behind the front coupling hook were assembled this week. We had previously made an assembly jig to get the rubber ring sections concentric and spaced correctly on the backing plates. It all went very well and the springs are now ready for fitting.
Work on the valve gear components continued this week with the trial fitting of the expansion link trunnion bearings in the housings on the locomotive.
The ashpan screen was refitted and now only requires final welding of the tacks. The ashpan will then be trial fitted. We hope to send the ashpan to Llangollen soon to take advantage of the boiler being on its back, as it is soon to be turned. It is reported that the throatplate section of the boiler has been welded and that riveting of the foundation ring is progressing.

Weeks commencing 30 July and 6 August
The needle gunning of the tender frames has continued, concentrating on the brackets and angles on the outside of the right hand frames. One of the 007 gang of junior volunteers came in during his summer holidays and, between helping to trial fit the ashpan, needle gunned a section of the inside of the right frame near the rear dragbox. The tender tank bottom and sump have been needle gunned—a tough job working overhead. The plate is now paint and scale-free and can be examined for thickness.
The tender corridor connection is supported at the bottom and extended by square section, spring loaded rods. The rods are guided by adjustable wedges to take up the wear on the rods. All this assembly has now been removed as it shows signs of wear and corrosion. Where the corridor roof sections have been welded in, the struts across the corridor that support the side of the tender have been removed.
A start has been made on the lengthy process of assessing the tender axleboxes, journals and bearings. The leading axleboxes and bearings have been measured and the clearances calculated. The clearances will be compared to specifications and any necessary refurbishment identified.
Further work has been done filling the driving wheelset and some of the filled patches have received primer. Progress has been slow due to the low priority level of this job. The reverser column is now painted to undercoat. The feedback linkage that operates the cut off indicator on the backhead, in front of the driver, has also been assembled in the reverser column.
The bogie underkeeps have now all been fitted with boss face oiler felt pads. The large oiler pads that sit in the underkeep oil bath and oil the journals have all been soaked in oil and fitted in the underkeeps. All the underkeeps are now fitted in the bogie axleboxes. The bogie top bearing plates have been collected from the suppliers.
Drilling through the loco bogie side bearer plates has gone well. The left side plates are now drilled to a large size, just short of the final diameter which will be reamed at final fitting. The left side plates have been prepped for welding.


The ashpan damper door and screen are finish welded in their new positions. They were removed from the ashpan for the trial fit. The purpose of trial fitting the ashpan was to reproduce the path it would take when attached to the boiler, which would not allow the ashpan to be inclined as is required for fitting when the damper door is attached. The cab required removal first, then the ashpan was lifted into the frames horizontally, as it would be when attached to the boiler. Sounds easy, but the ashpan has first to be moved under the crane by pushing it outside of the workshop to enter a set of doors where the crane can be accessed.
The ashpan was lifted into the frames lowering it slowly so that any clash with the pipework could be identified. With a little movement from side to side, the ashpan reached the estimated correct position when it will be fitted with the boiler. The simulation continued to ensure that the damper door and screen and hopper door could be fitted in situ. It’s not easy, but the volunteer Engineering Team managed it.

Once the ashpan was in position and all parts fitted, the pipework was examined all round and a couple of areas were identified where we plan to provide more clearance. Then the damper and hopper doors were removed and the ashpan lifted from the frames. With the ashpan safely back on the ground, a couple of jobs were identified. To allow easier assembly of the damper door, assembly washers have been welded inside the ashpan so that the hinge door bolts can be tightened more easily from inside the ashpan. Strips of steel have also been welded beneath the hinges to provide easier location of the hinges during assembly inside the frames. With these jobs complete, the road transport has now been booked for taking the ashpan and smokebox door to Llangollen. To give an indication of the labour-intensive nature of our work, it took a full day by a full team to trial fit the ashpan.
No time has been lost in addressing the pipes we require tweaking to provide more ashpan clearance. Unfortunately, the work on one of the pipes has required the removal of a considerable number of other pipes.
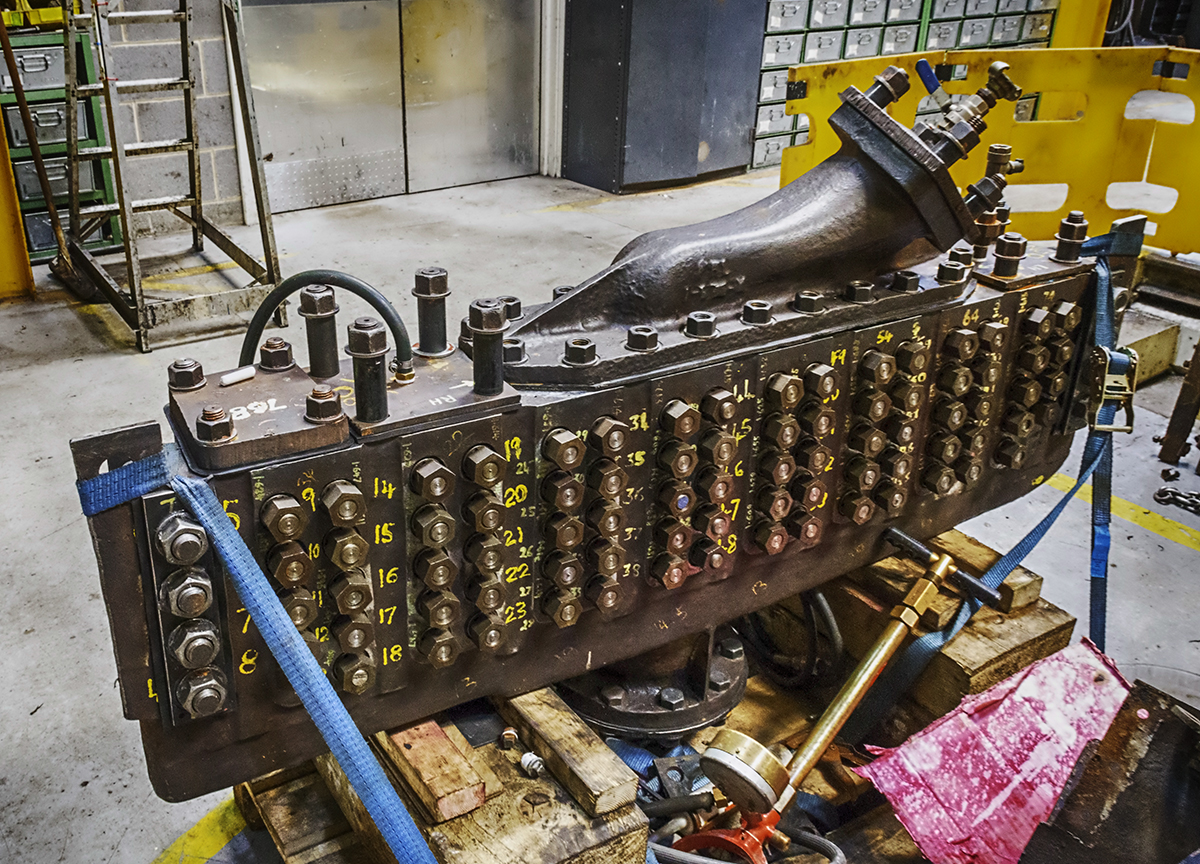
The superheater header has now been sealed up and tested. At last the day came to fill it with water and pump up the pressure. At the first attempt it made it to 220 psi before one of the seals extruded from below a flange. After remaking the seal we manged to get 250 psi. While stood there with the pressure solid as a rock we took some photographs and inspected the repairs that have been made to the header. Apart from a few weeps from seals, the repairs appeared to be tight. After a while one of the seals again gave way and started to leak. It was identified that thicker plate would be necessary to seal the port that gave us problems with the sealing. This plate is now on order and when fitted the header will be retested. It is a little disappointing that it won’t now go on the truck to Llangollen next week, but it was an achievement to have it standing at full boiler pressure and very pleasing that all the repair work done was sound.

The expansion link outer plates have received further inspection in the corners where the mounting pads join the main plate. This has required cleaning and dressing with great care. These areas are known to have cracked on other locomotives and with the sharp corners and machining marks it is difficult to identify small cracks. After smoothing off machining marks, scratches and marks, we are now reassured that ours are defect free.
With the expansion links, valve gear work continued with the removal of the lining in the right expansion link bracket. The lining did not give a good fit to the bearing, but when the lining was removed, the hole in the bracket was found to be worn out of round and tapered. The bracket hole will need attention before a new lining bush can be fitted and expected to be a good fit on the bearing.
The squares on the driving wheels are now being checked for their set angle. Not an easy job to measure the angle of a square set some distance from the surface of the wheel. When the angle is determined we will know what correction, if any, will be required on the return crank.


This is the 30th installment. You can read all the previous posts here.
Hi Darrin
Thank you for an informative #30 update????
One question, why no pictures of the tank lift?
Hi Darrin,
As ever, your commentary is fantastically detailed and although a competent mechanical engineer, I have learnt a massive amount about locomotive terminology over the past year!
I hope to pop in to have a look later in the year if that’s possible!
In the mean time, brilliant stuff, keep it up!
Kind regards,
Mo Williams
Hi Mo, thanks very much for the comment, it’s great to have your feedback.
You can see what’s going on all year round from the balcony in what is now called North Shed.