
Week commencing 2 April 2018
As weeks 13 and 14 were shortened by the bank holiday weekend and a couple of days break I gave to the volunteers, I decided to report both weeks together.
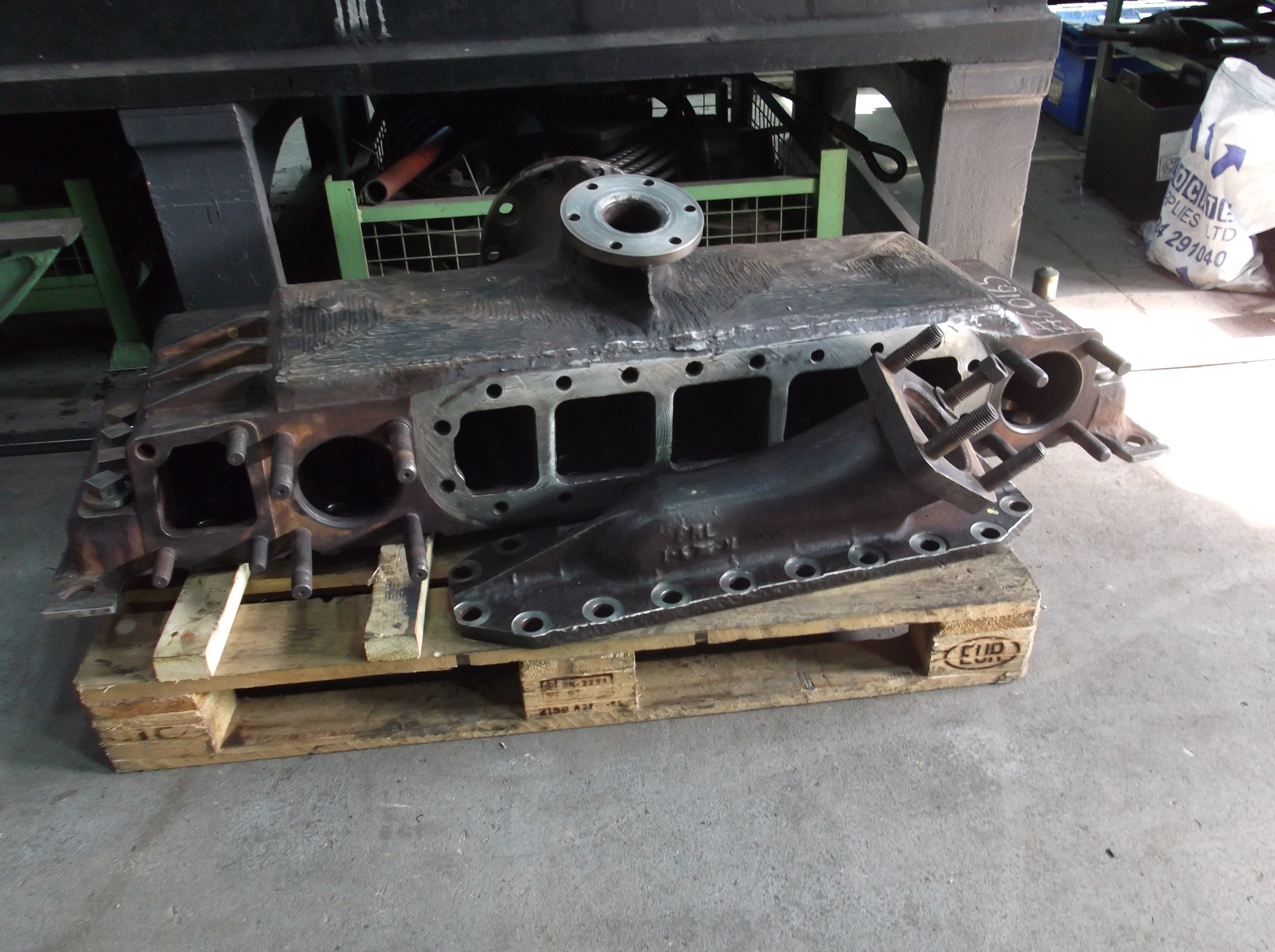
The superheater header and middle front cover plate have now been skimmed at the works of K D Flavell and are ready to be returned to York for pressure testing with water, so I’ll be looking for volunteers who don’t mind getting their feet wet.
Good progress has been made on the bowden cables for the gravity sands and drain cocks. We obtained new stainless steel cables and put them through the conduits. The drain cock ones are now in position. The cab levers and brackets are now painted and the cab drain cock lever assembled. Further bracketry is required before it can be assembled in the cab.
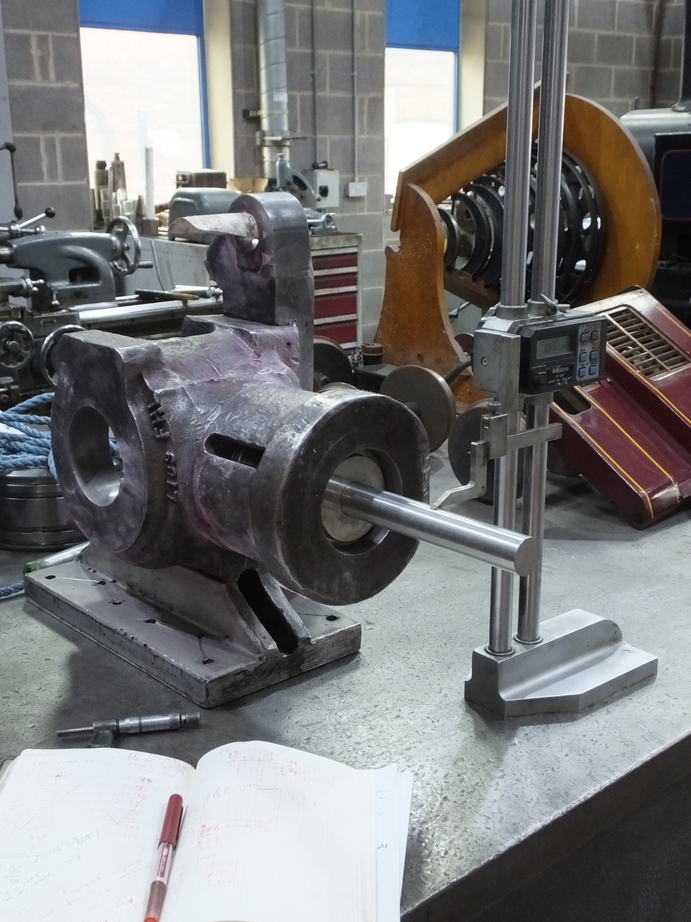
The reverser column and components have been cleaned and prime painted. New ball bearings have been obtained for the assembly. The shaft was assembled back in the column and movement inside the bearings was measured. We need to know the clearance so we can decide if the bearings need repair or replacement.

The reverser reach rod has been cleaned and initial dye penetrant examination has revealed no defects. It is in two halves fastened together with fitted bolts. The bolts are still a good tight fit and may be suitable for re-use. There are sharp inside corners at the rod ends and middle joint and these have been carefully cleaned out so that further inspection can be carried out before reassembly.
The assembled clackboxes were returned to York and the handles and squares on the delivery shut-off valves were fitted. The squares are fitted with taper pins. When operating the handles on the steam valves, we found that there was some difference in the number of turns required for the valves’ operation. This was investigated and we found that the steam spindle on one of the valves required some attention. Both valves now operate satisfactorily.
Good progress is being made with the atomiser and whistle valve. New connections are being made, a new valve spindle has been made and a new lever pin fitted. New pipe cones and nuts will be made for the pipes that join the new connections on the valve. The new steam heat valve mounted on the manifold is progressing with the casting of a new valve body.
The tender brakeshaft has now been thoroughly cleaned, finishing around the levers with the wire brush. There is evidence of wastage around the brakeshaft but after inspection it is judged fit for further use. The areas around the levers are yet to be examined for defects.
Further platework from the corridor top has been removed. All the roof has been removed back to the rear of the coal space. There is some more work to be done around the cab door end. Drawings of the tender have been compared to the tender as these drawings will form a basis for ordering the new plate. The cut out plate has now been removed from the workshop and put in the yard with other scrap.

The last piston crosshead has now been thoroughly cleaned and descaled, and is ready for examination. This crosshead looks to be an original 60007 part, whereas the outside ones are from 60026. The outside crossheads have now been examined for defects and measured with a special jig to find the centre of the piston rod taper. From this measurement the slidebar positions can be finalised. All three upper slidebars are now in position on the loco, after the careful alignment against a taught wire through the centre of the cylinder. After calculations are complete new shims will be made to lower or raise the slidebars as necessary to suit the crossheads.

Steady work continues on the ashpan, with new plate now put in the bottom around the hopper door opening. The hopper door opening was intact but was thinning at the edges so we decided to renew it. It is very important to keep the ashpan tight, because fire being visible from the outside of the loco could result in it not being allowed to run on the network. With the plate in place, the hole for the door has been re-cut and the door trial fitted.
Work continues on the pipework beneath the cab floor, which stubbornly refuses to go back where it came from. We must thank the pipe fitting team for sticking with it so determinedly.
A number of volunteers went into the workshop during our break to tidy around our work area and wash the floor. A great job was done and quite a bit of space has been created by tidying up.
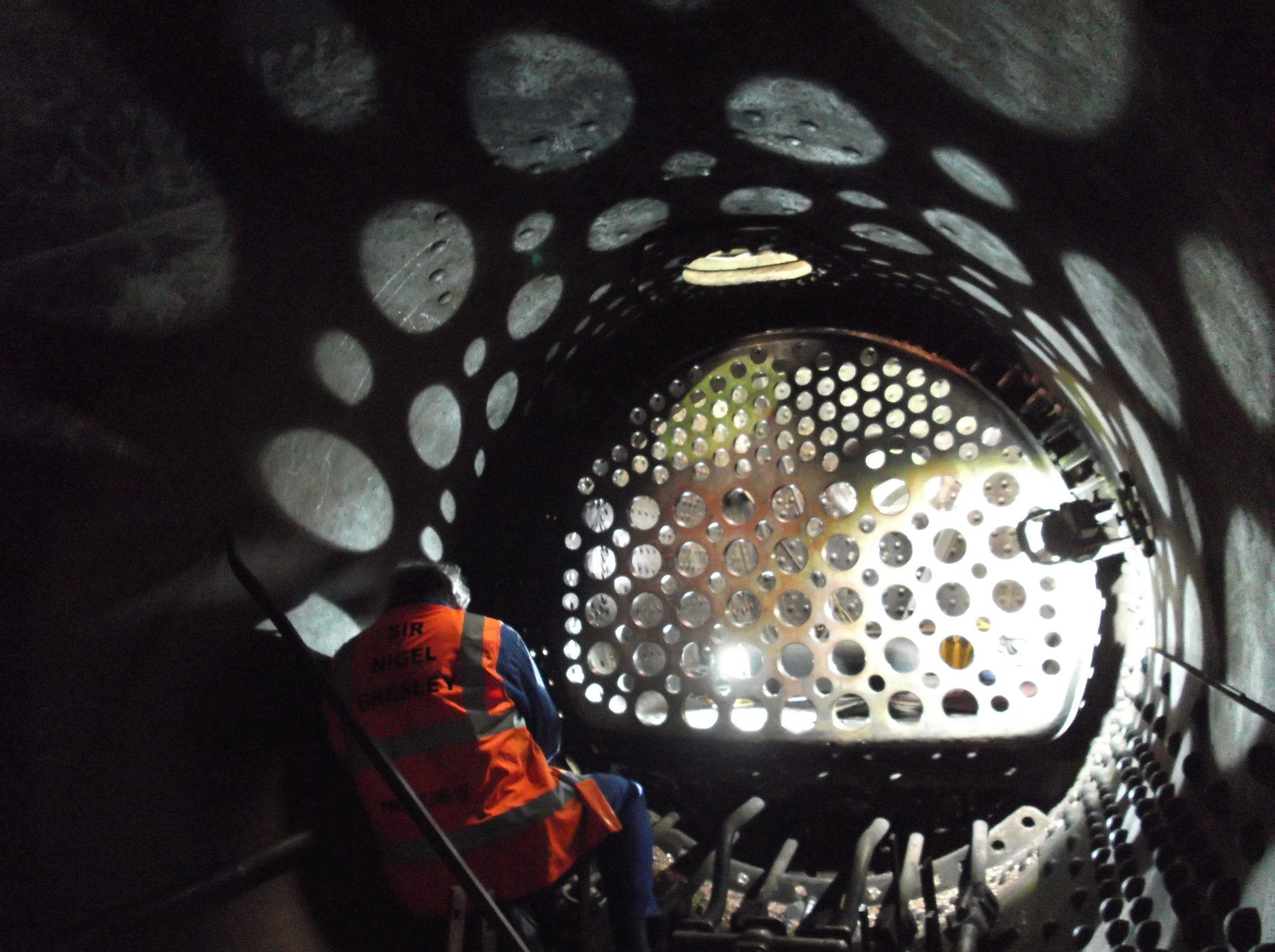
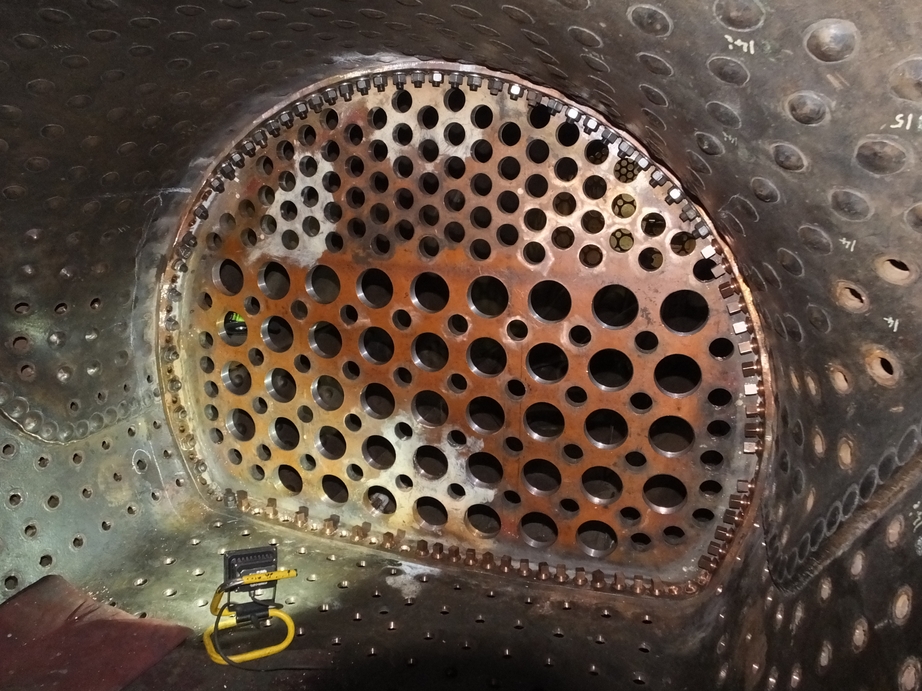
We have visited Llangollen again to view progress on the boiler. Along with Llangollen engineering staff, our boiler overhaul engineer showed us around progress so far. The copper tubeplate is now fixed in place all around by patch screws and the fit was closely examined by our Chief Mechanical Engineer. It looks to be very good. The re-staying of the back top corners is well advanced. The foundation ring repairs continue and should be finished shortly. We took the opportunity of the visit to deliver more boiler components overhauled at York, including the LNER blow down cock and the gauge frame fittings.
Though the coach still sits at York, we are in the process of moving it to its eventual overhaul location. We have had a quote for moving the coach from the north yard to the road loading point in the old carriage works, and a quote for the road move. We have asked a number of traction providers and road hauliers for quotes. The coach requires certain documentation from competent individuals or organisations before it can be moved and this process is ongoing, but approaching completion. The coach has now been examined and brakes tested with a view to getting the certification we need to permit the move.
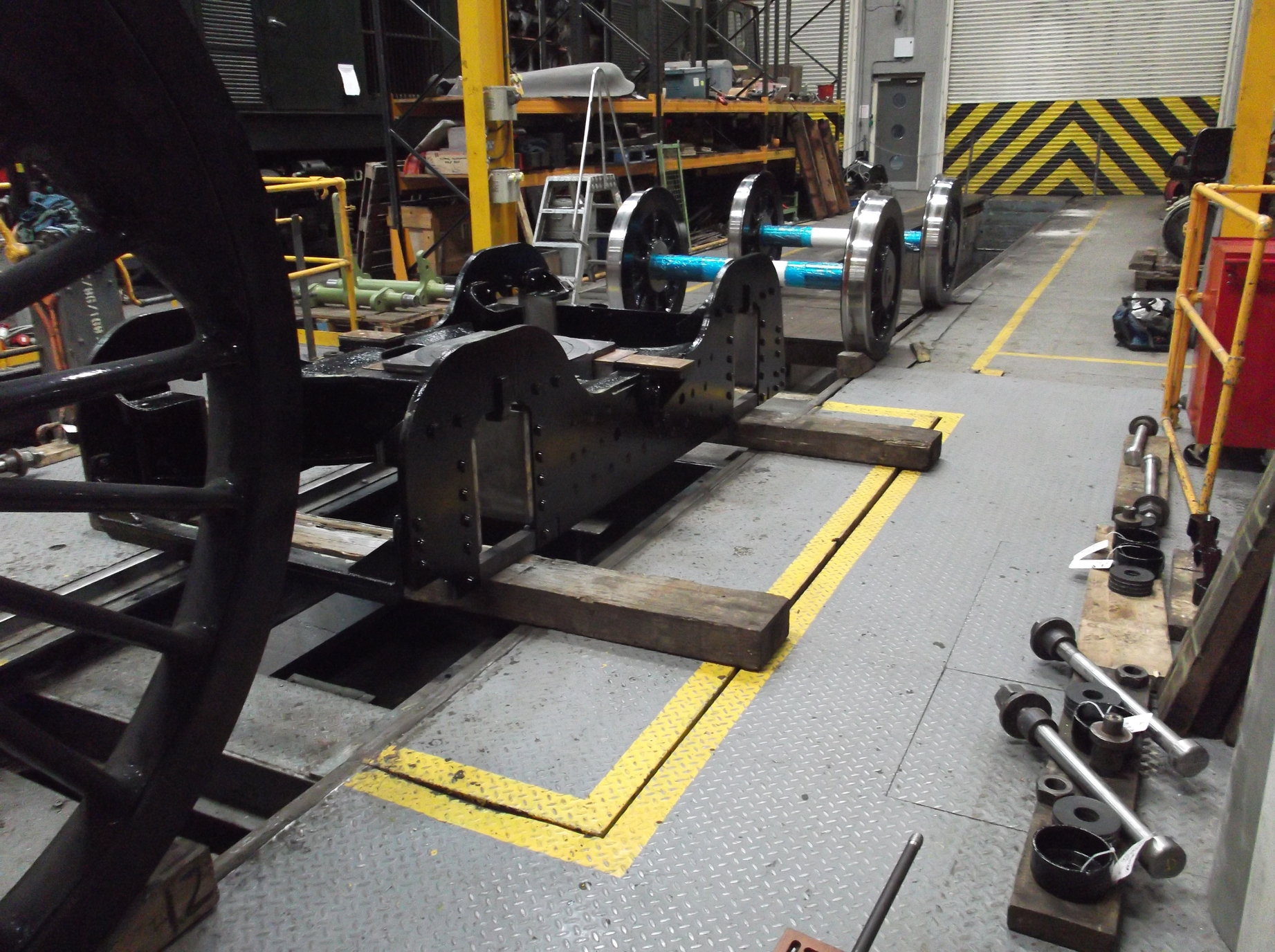
The bogie frames were moved onto the wheel drop and are now stood next to the bogie wheel sets and axleboxes. The rest of the bogie components have been positioned around the frames ready for the reassembly, but the painting team have stopped the job because they want the frames and wheels varnishing first, and now they want the springs painting for the official works photographs.
Week commencing 9 April
The main occupation of the week has been organising the move of the coach from the National Railway Museum to the coach overhaulers. As there are so many different parties involved it’s been quite time consuming keeping everybody informed of any developments. At the moment the coach is due to move this week. I have to thank the museum’s Chris Graham for his help and support. Chris accompanied me to the Network Rail Holgate Engineering Works after being invited to walk the site by Network Rail. We were shown round and taken through the procedure to be followed when the coach is brought onto their site, then where it would be moved to later for road loading. The Network Rail personnel are very helpful and didn’t give us any feeling of being in their way or it being too much trouble.
To prepare the coach, it has now been emptied and its contents sorted through. Much has gone into store, some into the National Railway Museum workshop, where we will have a further session of sorting through stuff. Quite a bit has been binned and my car was filled with the contents of the office.

The coach dynamo and voltage regulator were loaded into the guard’s compartment. They will be refitted by the underframe contractors. The coach gas bottles were also removed.
Meanwhile work continues on the loco frames, tender and boiler. The tender corridor roof from the front of the tender to the rear of the coal space has now been removed. A sketch has been produced based on the LNER drawings and actual measurements of our tender with the intention of getting quotes for new plate.
The bogie frames and wheelsets are receiving varnish.
The first of the loco bogie side bearer holes have been reamed through with the arbour made by an Engineering Team volunteer. It took quite a bit of setting up. Due to the length of the arbour and the flexibility it introduces, we found that when going up a size on the reamer the hole needs to be chamfered with a countersink to stop the reamer from snagging.
As the fireman’s side drain cock handle assembly sits on the drop grate bracket (which was retrieved from store this week), it was quickly prepared for painting and primed. It was fitted to the loco and the drain cock handle put in. Its final alignment will be fixed when the cab is finally fitted after the boiler. New grease nipples were fitted to the drain cock cable conduits.
The overhauled whistle and atomiser shut off valve was returned from contractors this week and a very good job has been done. That is now in store and ready to be fitted when the boiler returns. The superheater header and middle coverplate have been returned from machining and these parts will now require final fitting together.
The boiler blanking plates were sent to Llangollen this week, being taken by our official photographer. These will be used when pressure testing the boiler. Our Boiler Project Engineer reports that the copper tubeplate is now fully fixed in place.
The middle crosshead has been dye-pen inspected and checked. It has been found to be defect free. The ends of the loco brake shafts have been measured and new bearings can now be manufactured.

Work continues under the cab floor with the pipe fitting team continuing to fit and reconfigure the piping. A hole has been added in the cab floor plate to allow the clear venting of the FVF2 valve which vents vertically downward from its base. Countersunk screws have been fitted in the floor plate where this gives us more space to position pipework.
After making sure of the fit of the coupled hornstays, the reaming of the horizontal hornstay bolt holes continued this week. It’s very important that reaming through the horizontal bolt holes is done when there is no more vertical movement available on the hornstay, because if the hornstay is put back on and the horizontal holes don’t line up within a fraction of a thousandth of an inch, the horizontal holes will be damaged by the bolts and the tight fit will be lost.

Week commencing 16 April 2018
The main occupation of the week has been organising the move of the coach from the National Railway Museum to the coach overhaulers. As there are so many different parties involved it’s been quite time consuming keeping everybody involved informed of any developments.

As we stand at the moment the coach is due to move this week. I have to thank the National Railway Museum’s Chris Graham for his help and support. Chris accompanied me to the Network Rail Holgate Engineering Works after being invited to walk the site by Network Rail. We were shown round and were taken through the procedure to be followed when the coach is brought on to their site, then where it would be later moved to for road loading. Network Rail’s personnel are very helpful and didn’t give us any feeling of being in their way or it being too much trouble.

To prepare the coach it has now been emptied and its contents gone through and sorted. Much has gone in to store, some in to the National Railway Museum workshop, where we will have a further session of sorting through stuff. Quite a bit has been binned and my car was filled with the contents of the office.


The coach dynamo and voltage regulator were loaded into the guard’s compartment. They will be refitted by the underframe contractors. The coach gas bottles were also removed.
Meanwhile, work continues on the loco frames, tender and boiler. The tender corridor roof from the front of the tender to the rear of the coal space has now been removed. A sketch has been produced based on the LNER drawings and actual measurements of our tender with the intention of getting quotes for new plate.
The bogie frames and wheelsets are also receiving varnish.
The first of the loco bogie side bearer holes have been reamed through with the arbour made by an Engineering Team volunteer. It’s taken quite a bit of setting up. It has been found due to the length of the arbour, and the flexibility it introduces, that when going up a size on the reamer that the hole needs to be chamfered with a countersink to stop the reamer from snagging.

As the fireman’s side draincock handle assembly sits on the drop grate bracket that was retrieved from store this week, it was quickly prepared for painting and primed. It was fitted to the loco and the draincock handle put in. Its final alignment will be fixed when the cab is finally fitted after the boiler. New grease nipples were fitted to the draincock cable conduits.
The overhauled whistle and atomiser shut off valve was returned from contractors this week and it’s a very good job. That is now in store and ready to be fitted when the boiler returns. The superheater header and middle coverplate have been returned from machining and these parts will now require final fitting together.
The boiler blanking plates were sent to Llangollen this week, taken by our official photographer. These will be used when pressure-testing the boiler. Our Boiler Project Engineer reports that the copper tubeplate is now fully fixed in place.
The middle crosshead has been di-pen inspected and checked. It has been found to be free of defects. The ends of the loco brake shafts have been measured and new bearings can now be manufactured.
Work continues under the cab floor with the pipe fitting team continuing to fit and reconfigure the piping. A hole has been added in the cab floor plate to allow the clear venting of the FVF2 valve, which vents vertically downward from its base. Countersunk screws have been fitted in the floor plate where this gives us more space to position pipework.
After making sure of the fit of the coupled hornstays, the reaming of the horizontal hornstay bolt holes continued this week. When reaming through the horizontal bolt holes it is very important that this is done when there is no more vertical movement available on the hornstay, as if the hornstay is put back on and the horizontal holes don’t line up within a fraction of a thousandth of an inch, the horizontal holes will be damaged by the bolts and the tight fit will be lost.

Week commencing 23 April
The ashpan was turned over this week after the hopper door fitting last week. The damper door and screen was assembled on its hinges. The screen is hooked over the hinge pins, which sometimes allowed the screen to ride up when in traffic and made it difficult to close when disposing of the engine. The screen hinges will be modified to prevent this. A further section of steel was welded in to the ashpan above the damper door opening.
The packing for the clackboxes was delivered last week and was used this week to pack the clackbox glands. The clackboxes are now ready to go to Llangollen. The smokebox door was also moved from its storage location by the 007 Gang (our junior volunteers) and the inside was needle-gunned. The protection plate on the back of the door will need repair. When the ashpan is ready for moving to Llangollen the smokebox door will go too, to be fitted to the smokebox. At Llangollen the boiler is now ready to receive the foundation ring.

We had Engineering Team volunteers at Grosmont this week. They removed the renewable thrusts on the coupled axleboxes, as well as giving the SNG generator its occasional test run. The thrusts were locking in place by headless screw which had to be carefully drilled and extracted. The recesses for the thrusts in the axleboxes were also cleaned up then examined by the NYMR MPD with a view to fitting the new thrusts.
The bogie side bearer holes in the loco have now been reamed. The side bearer brackets will now be made to fit.
More of the Bowden cable conduit was put in place this week, while other pieces received their final coats of paint. While the paint was drying the Bowden cable team took on the insulation of the middle cylinder casting. In their hazmat outfits, they insulated the bottom and trailing faces of the middle cylinder and put up the cladding plates on temporary screws.
The adaptor plate was drilled, tapped and fitted to the air pump, allowing the pump to be run on the workshop air supply. With much anticipation, air was put onto the steam cylinder of the air pump but it would not return stroke. If the change-over valve was moved manually, then a stroke could be got out of it. The change-over valve didn’t seem to have much resistance to movement from its sealing rings, so we thought that the valve seal could be passing excessively. One of the iron rings was removed and replaced temporarily by a ring of valve packing. With this arrangement the pump works fine, running happily—though slowly at 100psi. We then decided that all the rings on the valve should be replaced. We have a member of the Engineering Team who makes rings of this approximate size for model engines, so he has taken the on job of manufacturing new rings for us.
Work continues on the rearrangement of the air brake piping below the cab. This week a twin pipe run of large diameter air system pipes was soldered, mounted on a new bracketry and welded in, routing the pipes well clear of the Cartazzi wheel.
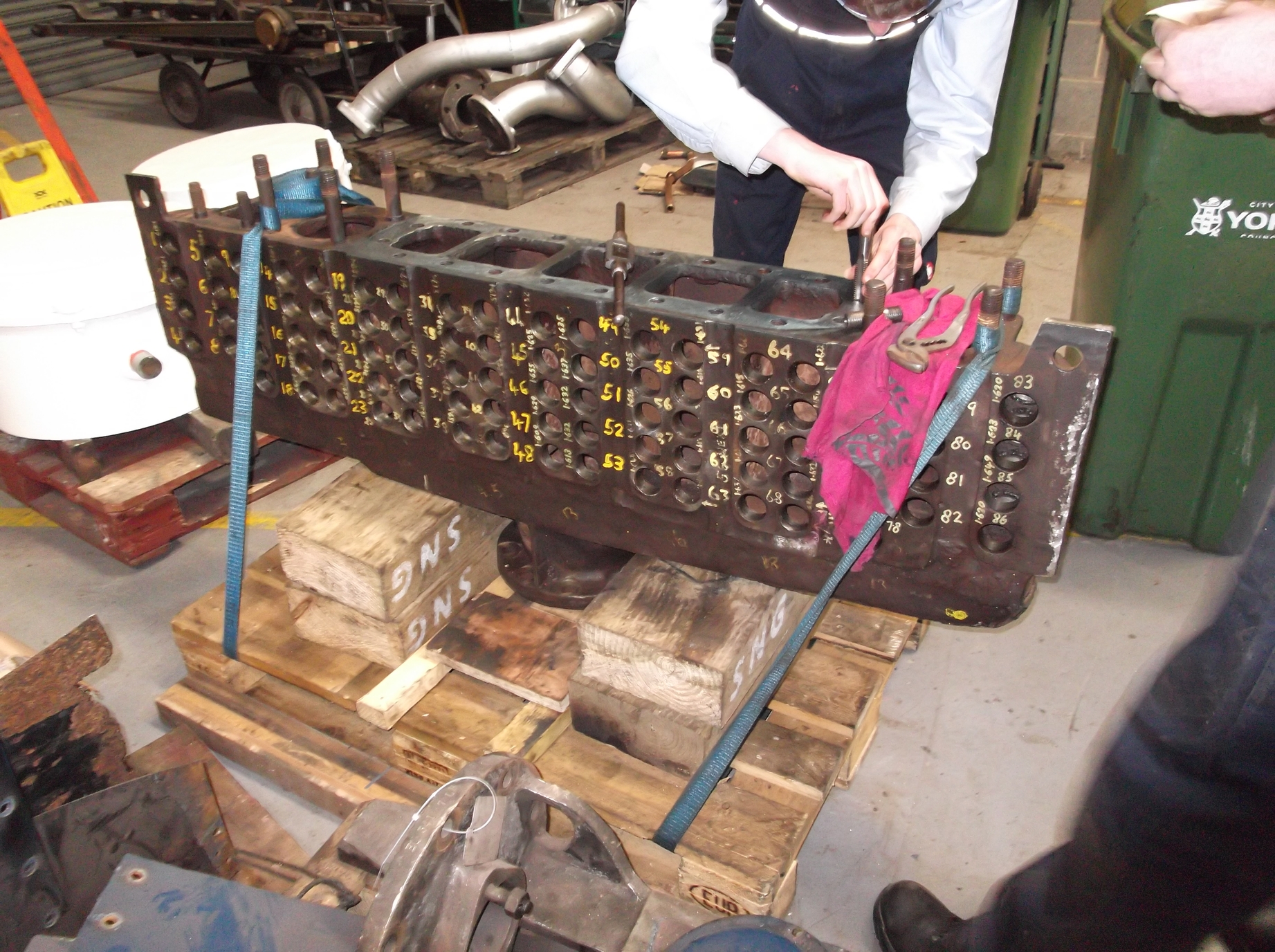
Two more lower slidebars were cleaned and dye-pen inspected this week. No defects were found. We began final cleaning of the last lower slidebar to receive this attention. The piston and piston valve grooves have now been measured and the dimensions will be used to order new rings. The thread depths of the superheater middle cover holes have also been measured. These dimensions will be used in the manufacture of new studs.

This is the 27th update. You can browse the previous instalments here.