
Week commencing 5 February 2018
More work has been done on cleaning and descaling the coal space in the tender. A considerable amount of scale has been removed and barrowed out to the skip. The GSMR rack overhaul continues with primer now being applied.

The dye pen inspection of the coupling rods has continued this week and the outside connecting rods have been similarly treated. No defects have been found. The inside connecting rod was cleaned up and measured. The small end (gudgeon) pins and the gradient pins were cleaned and examined. A refurbishment program for the pins and the inside connecting rod is now being devised.



Work continued on the drain cock linkage, as we worked on the cross shaft located under the trailing edge of the middle cylinder. This required a couple of the pin holes to be attended to. One was remade while the material on the edge of the link was built up.
The inaccessible nut on one of the cylinder flange bolts was driven home this week after the nut was specially machined to accept a punch. The assessment of the hornstay bolting continued with the removal and examination of the horizontal hornstay bolts. As with the vertical bolting, there is plenty of evidence of fitter examinations with damage from hammers. Quotations are being sought for new nuts and bolts.
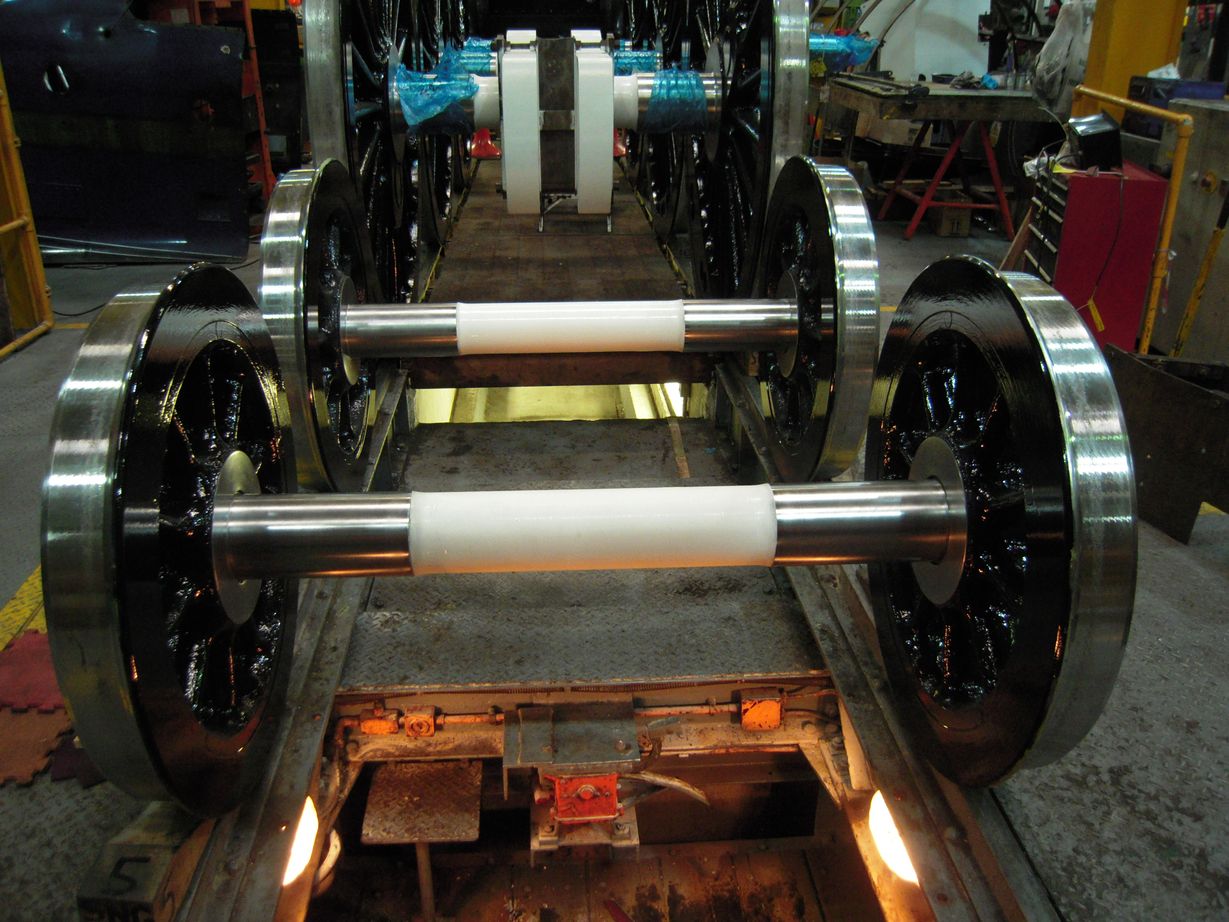
We continued tidying up the wheelset paint line along the tyre edges. They look very good. On Saturday our 007 Gang of junior volunteers checked the identity of the bogie wheels to ensure they are the right way round to be put back in to the bogie frames. Each journal was measured with a micrometer and it was found necessary to rotate the trailing set. All wheelsets are now in the correct orientation.
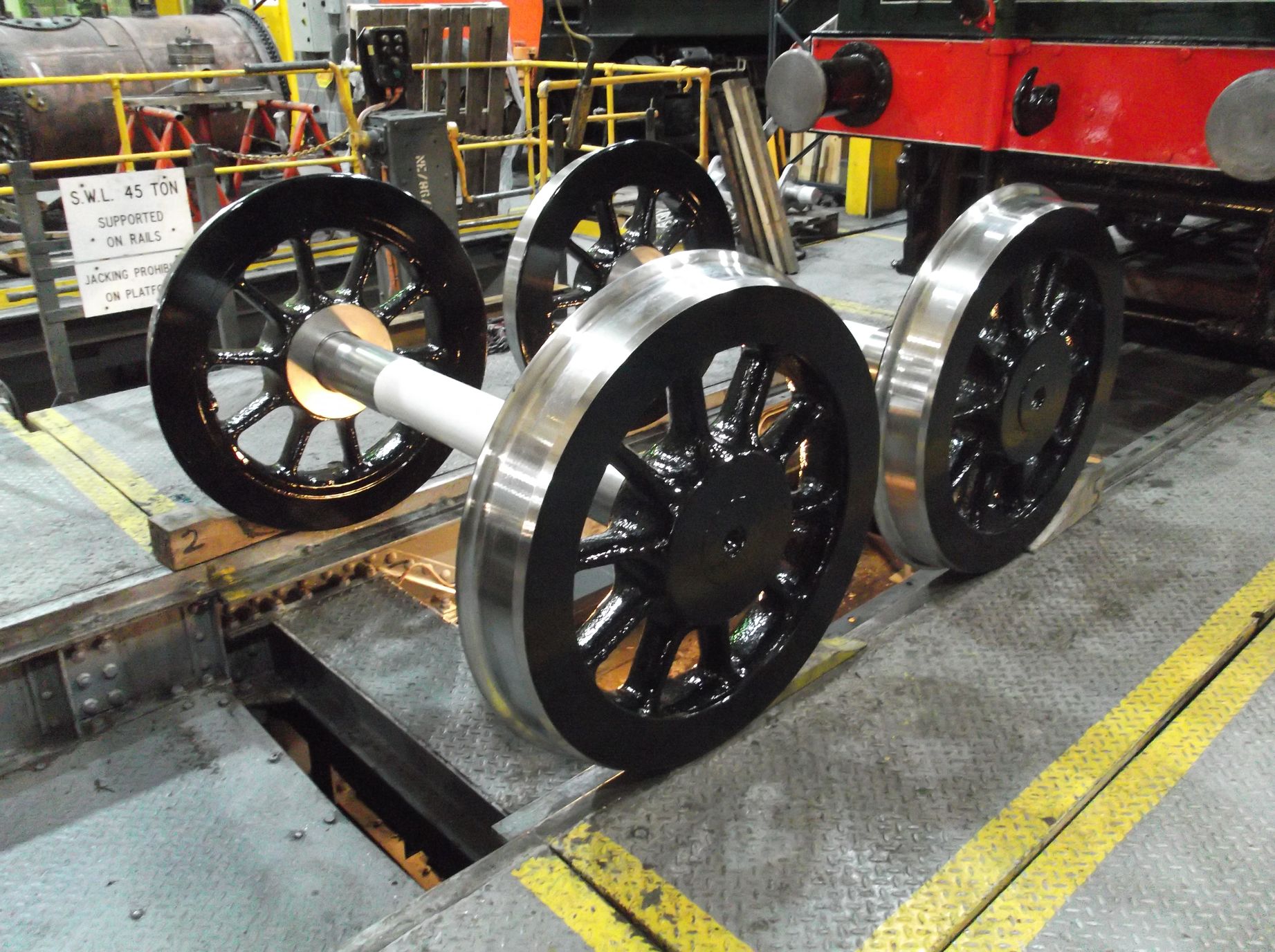
The dimensions and calculations for the coupled wheel axleboxes’ machining dimensions are coming together and have been checked. Final measurements and checks of the coupled wheel journals have been carried out and final dimensions will be available for checking soon.
The LNER blow down cock was given a final examination and the packings were given an additional squeeze. Another boiler component, the regulator to the main steam pipe clamp, was retrieved from store this week and descaled as it is now required at Llangollen. Work on the ashpan continues with more new platework put into the rear corners and other areas prepared. The reaming of the superheater header continued this week and we are now more than half way.


The bench measurements of the slidebars are now complete and the results have been tabulated and sent to our CME. The slidebars will be subject to further examination for defects and will then be refitted. Work started this week on preparing the brackets on the loco to accept the slidebars.
The lubrication pipework for the oil boxes that feed the slidebars and the areas around them was retrieved from store this week and a start made on assessing their condition has begun. A number of the pipes have now been annealed.
To allow pipe fitting to progress at the cab end we need the cab floor plate in position, and so this was refitted this week. At the moment the floor plate is secured by temporary screws as most of the old screws and bolts were beyond further use. Those that can be reused have been refurbished. The floor plate went in very easily with all the shims previously removed refitted in the correct location using the records made during removal. New bolting is on order.

The cab upstand platework that fastens to the floor plate and supports the cab floor has been cleaned and descaled. Some has had to be scrapped while the largest that goes across the width of the cab above the bufferbeam has been primed. New steel has been ordered to replace the pieces that have been condemned.

Week commencing 12 February
The regulator clamp that connects the regulator to the large steam pipe inside the boiler was packaged and dispatched to Llangollen this week as they now require it for fitting. I was also informed that the new clackboxes are now completed and are ready for collection from our contractor in Darlington. They have been successfully pressure tested. At Llangollen the copper tubeplate has had its flange drilled and trimmed, and preparations are being made to lift it into the upturned firebox. The foundation ring has been tested and some cracking was found. This has been ground out and will be welded.
New studs have been made to replace the worn drain cock studs on the loco and these were fitted this week.
The first lap of reaming of the superheater header element holes was completed this week. We have measurements of all the holes and the results will be analysed, and we will decide if we should standardise to a finished hole size. If the variation is not significant we may well leave them as they are. Some dressing of the inside of the holes will be necessary.
We have received quotes for the new horizontal hornstay bolts and an order will be placed. Some of the fitted bolt holes around the outside cylinders show some taper, meaning they are not ready for new fitted bolts, so a start has been made on honing them to get them parallel. Results from testing the spare and in-service bogie springs have been analysed and compared to the original specification and an order for our new spring can now be placed. The rubber springs for the bogie and coupled wheels were assembled this week.

The bogie axleboxes were moved to the wheelsets that are on the wheeldrop, and a start has been made on fitting them to the wheelset journals. The journals were polished this week in preparation. We were visited by Stuart Fletcher on Saturday, who has extensive experience with the fitting of whitemetal bearings generally and to 60007 in particular. Stuart guided us through the fitting procedure and the right hand axleboxes are now fitted. The oil wedges that channel the oil up between the bearing and journal have been scraped in to the left hand boxes.


Work continues in the descaling of the tender with work being carried out along the top of the corridor. There has been much patching in this area, and like the back corner of the corridor it’s a matter of removing successive layers of repairs to see what sound material we actually have. Below the tank, the last brake hanger has been removed and the procedure for removal recorded as it was quite a puzzle. Work on releasing the tender brake shaft has now begun.
At the cab end of the loco, the cab upstand that goes above the bufferbeam was refitted this week and further work has been carried out to the cab floor structure. Some parts are now prime painted but others will have to be replaced as they are wasted beyond use. New steel for the cab floor has been received and a start has been made. With the cab floor plate in, it is possible to start to route pipes up to the cab, with two emerging this week. The position of the holes in the cab floor has impacted the run of at least one pipe below the floor and this had to be adjusted.

The upper slidebars have been dye penetrant inspected around their mounting holes. A start has been made on preparing the middle upper slidebar. The little end pins and the coupling rod gradient pins were also dye-penned this week, with one of the gradient pins showing damage where it has been struck on its end.

The overhaul of the drain cock links at the front of the loco is now completed and the links and rods are now being painted prior to refitting. New mounting studs have been made by the volunteer Engineering Team.
The replating of the ashpan continues, with final tidying up of the rear right and new plate being added to the rear left.

Week commencing 19 February
The air pump lubricator was mounted on top of the compressor. To access it when the loco is in traffic means climbing between the frames in front of the ashpan. It’s not a good arrangement, so we have decided to relocate the lubricator to a more accessible location. As a result, the actuator hole from the steam cylinder has been stopped with a new plug manufactured by Engineering Team volunteers. This was completed and fitted this week.
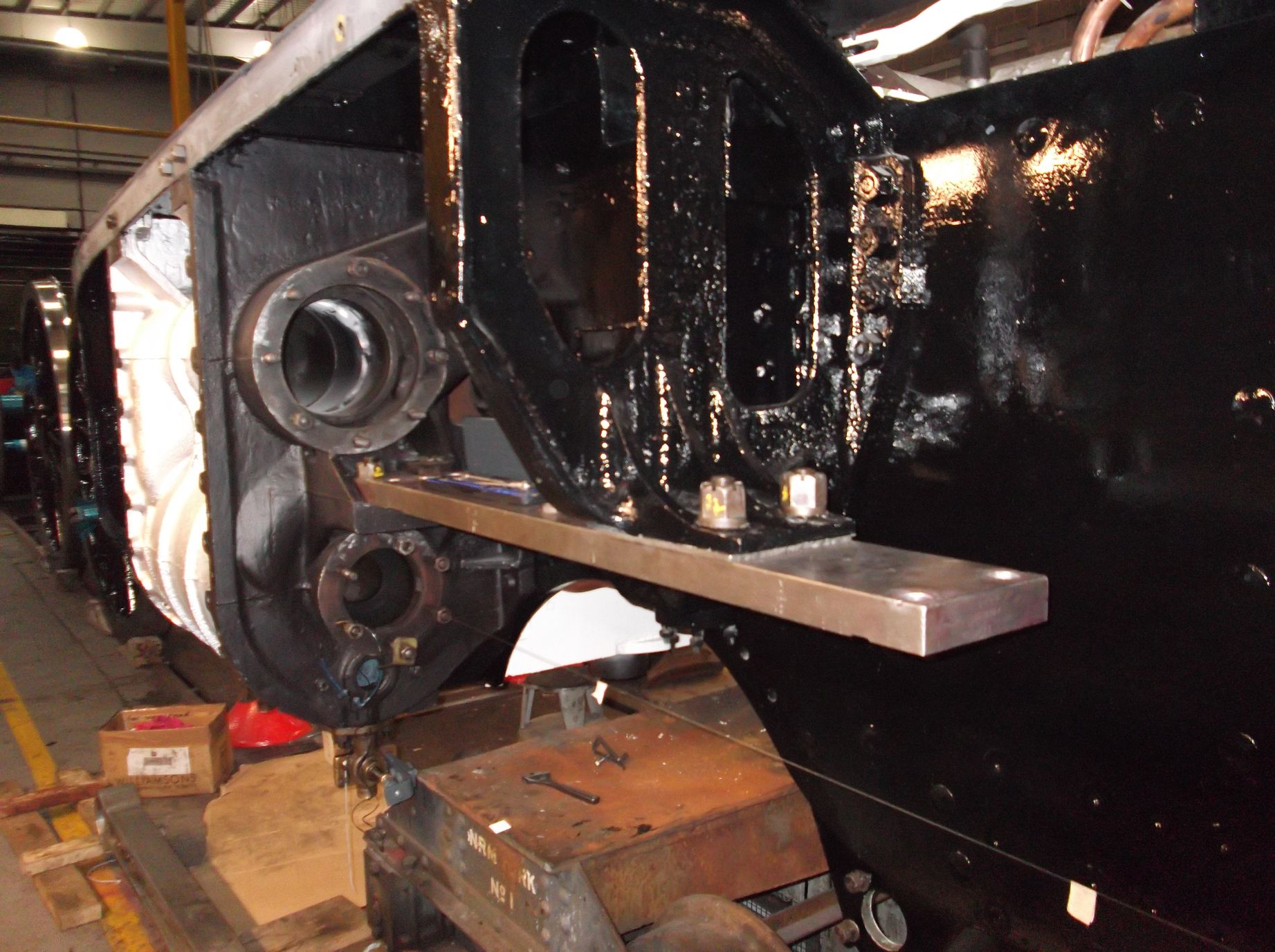
A start was made this week on the fitting of the slide bars by putting up the alignment wire on the left side of the engine. The slidebars have to be in line and parallel to the centre line of the cylinder so that the piston has a straight stroke and is aligned with the driving wheelset. After carefully positioning the wire, the left upper slide bar was put up.
Work continues on the final testing of the slidebars with dye penetrant inspection of the lower left bars and the middle upper. The big end strap was dismantled and thoroughly cleaned for inspection for defects.

Work on the drain cock linkage continues, with progress on the middle cylinder rod. When we examined the pin that takes the movement from the rest of the linkage we thought the arrangement was a poor design, so we looked at the drawings. These show that the pin should be threaded into the bar, which makes a lot more sense. So the existing plain hole was welded up and tapped out. The pin is now locked in place and the linkage painted ready for fitting.

The drain cock linkage and the gravity sands are operated by Bowden cables, like bike brakes. These cables, fittings and the tubes they run through were retrieved from store this week, and we have started to go through them to assess the work required to overhaul them. The cylinder relief valves were retrieved from store and these are now being dismantled and assessed. The cast iron clacks will require skimming to reface and a start has been made on this.

The tender has received further descaling this week, as well as removal of silicon sealant from around the various patch plates. Further stripping and cutting out of material can now be done as the conduit from the corridor (which connects the GSMR panel at the back of the tender and the drivers interface unit on the front) has been removed. The cables from the conduit were removed from the DIU. The GSMR panel overhaul continues with priming the various shelves and the frame. The tender brakeshaft was also removed this week.
Elsewhere around the loco, the last parts of the underside of the coupling rods have been receiving a clean off.
The fireman’s side cab upstand was re-plated this week, with a new a section of plate bent to shape and welded in position. The upstand is now painted. There are a couple of other underfloor upstands to make up—the plates were cut to size and dressed this week.

The ashpan overhaul continues with lots of sparks and noise. The main plating is now complete and work is concentrating on tidying up the cutouts made when fitting the ashpan after the last overhaul.
Pipework continued this week around the cab end with a number of pipes now spread over the cab floor plate for trial fitting. However, the cab floor structure requires fitting to ensure the pipes are in the correct place. One of the largest single items that goes under the floor is the combined timing reservoir, an air tank. This was retrieved from store this week for final cleaning, testing and painting.

The last two bogie axleboxes were scraped in this week. The journals were then wrapped to protect them before final varnishing and fitting to the frames.
The superheater header element holes have all been reamed and the hole sizes have been tabulated. The inside of the holes have had their sharp edges removed and the inside of the header cleaned.


Week commencing 26 February
A difficult week for the Engineering Team due to the traffic chaos caused by the cold weather, though many volunteers managed to made it to York.
The left-hand cylinder wire alignment continued, allowing the upper slidebar to be mounted and bolted up. Shims are placed between the slidebar and the loco to correctly position the slidebar. The alignment was checked by our Chief Mechanical Engineer on Saturday. The assembly of a jig has begun, to measure from the centre of the crosshead to its top surface, as this dimension will be used to position the crosshead on the cylinder centre.
The left piston crosshead was deep-cleaned to prepare it for examination. This is another 60026 component, having this number over-stamped with 60007. After a final de-grease of the crosshead, the dye penetrant fluids were applied. No defects were found.

Final cleaning of the backs and underside of the coupling rods continued. The axlebox cover plates and the pins that go between the bogie axlebox tops and the spring beams were also cleaned ready for the bogie assembly.
The brake reservoir tank that is mounted under the cab floor was cleaned and stripped this week and then pressure tested. The tank is subdivided in to three chambers and all have been proved to be tight. It has now been moved to the painting bench.
The cylinder relief valves have progressed well with skimming the clack valves then lapping them into the valve bodies. The bodies have received further cleaning as they are in a prominent location on the cylinder ends so will have to be polished.

The dimensional inspection of the safety valves was continued and the dimensional variations between the in-service and spare valve components have been recorded. We had initially planned to purchase new valves along with another loco owner, as this would reduce costs, but the other party has now decided that they do not require new valves in the near future. With work progressing with the boiler we will need them in the next few months, so we can’t wait. The reduction in the number of valves would not only mean an increase in the cost but also the amount of work required from us in specifying and organising manufacture. The dimensional inspection will allow us to determine which components will require replacement and those which can be refurbished.

To enable the fitting of the cab floor structure, the cab has been lowered onto the cab floorplate. It has been packed off by a couple of inches to allow the area under the cab sides to be painted. The lowering of the cab has allowed the cab floor upstands to be put in the cab, and has allowed the injector water valve operating rods to be assembled in their true position.

The condemned upstands have now been replaced with new fabrications and the driver’s and fireman’s side upstands are in position. Predictably some further fitting will be required. With them in place it is now very cluttered and we have the pipework and airbrake components to squeeze in here.
The progress on painting continues. This week the bogie front guard plate has been painted for the bogie assembly, and the coupled tyre chamfered edges have been cleaned up, giving a razor sharp edge to the tyre paint work.
This is the 25th update. You can read the previous instalments here.
keep up the good work
looking forward to see Sir Nigel Gresley alongside Union of South Africa
again
perhaps on the east lancs
david whatley