
Week commencing 1 january 2018
Between Christmas and new year we visited the Grosmont workshop of the North York Moors Railway to examine our completed bogie axleboxes before accepting delivery to York. The boxes were measured and compared to our specification, and they will now be delivered to York.
While at Grosmont we visited our storage container and retrieved the boiler blanking plates, of which there are quite a number. Once back at York they were marked and listed so we know what we have. They will be sent to Llangollen for testing the boiler.

The machining of the piston valve heads is now well underway and we expect delivery of the ones machined from blank castings soon. Unfortunately, one of the old valve heads we had planned to machine to our new required dimensions was found to be dimensionally unsuitable when it was set up in the lathe, so this will have to be scrapped and a new casting ordered. As we also want to have a couple of spare castings in reserve, we decided that the last old valve head that we were going to re-machine should also be replaced with new, so four new castings have been ordered. The pattern has now been sent to the foundry.
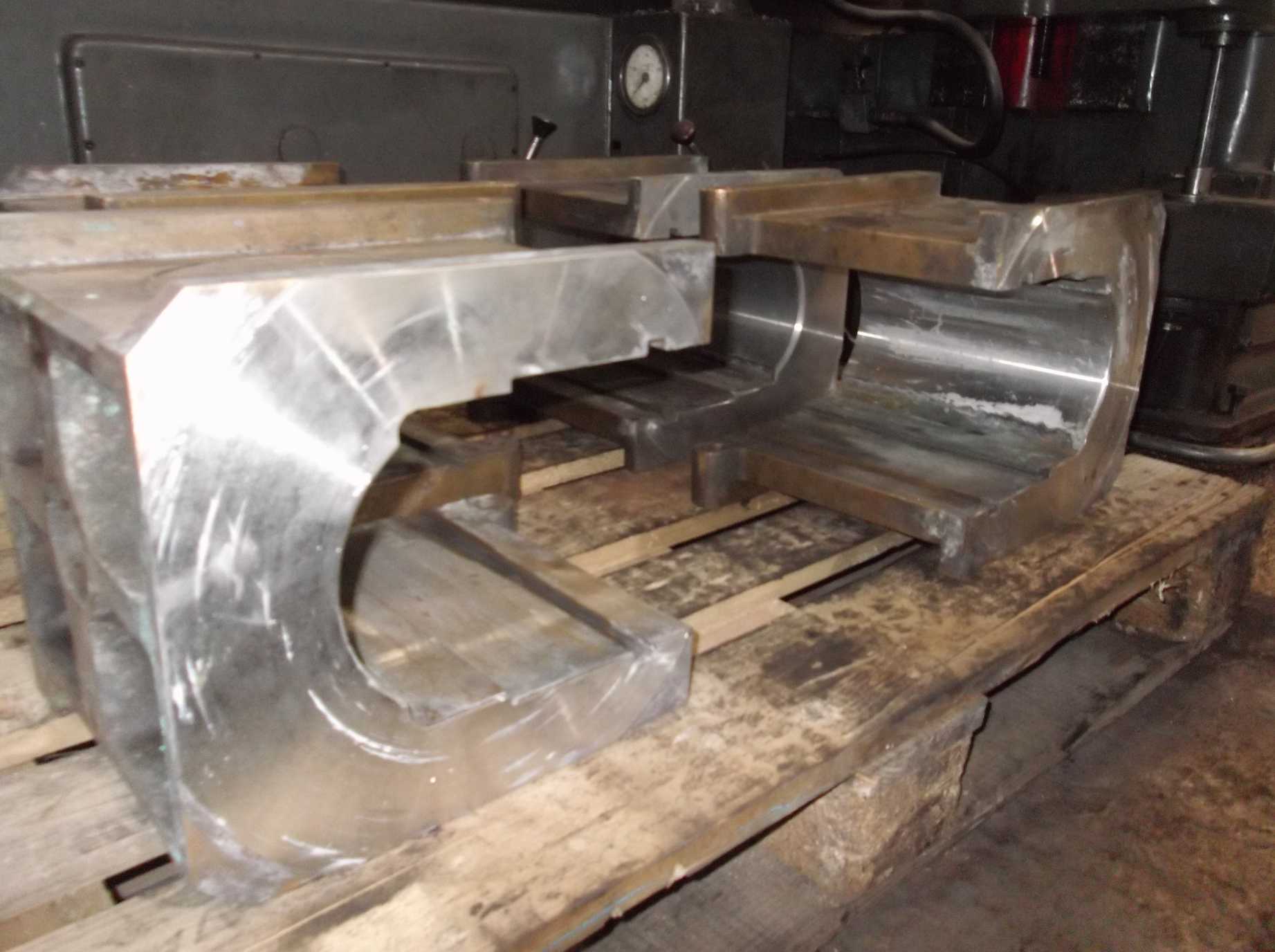
The leading vacuum cylinder outside bearings were machined to finished dimensions over the Christmas break, along with the boring of the blow off cock. The lubricating plate for the air pump, which had been pre-drilled, received some milling to match the slotted holes on the face of the air pump. The outside of the plate will now be milled to shape.

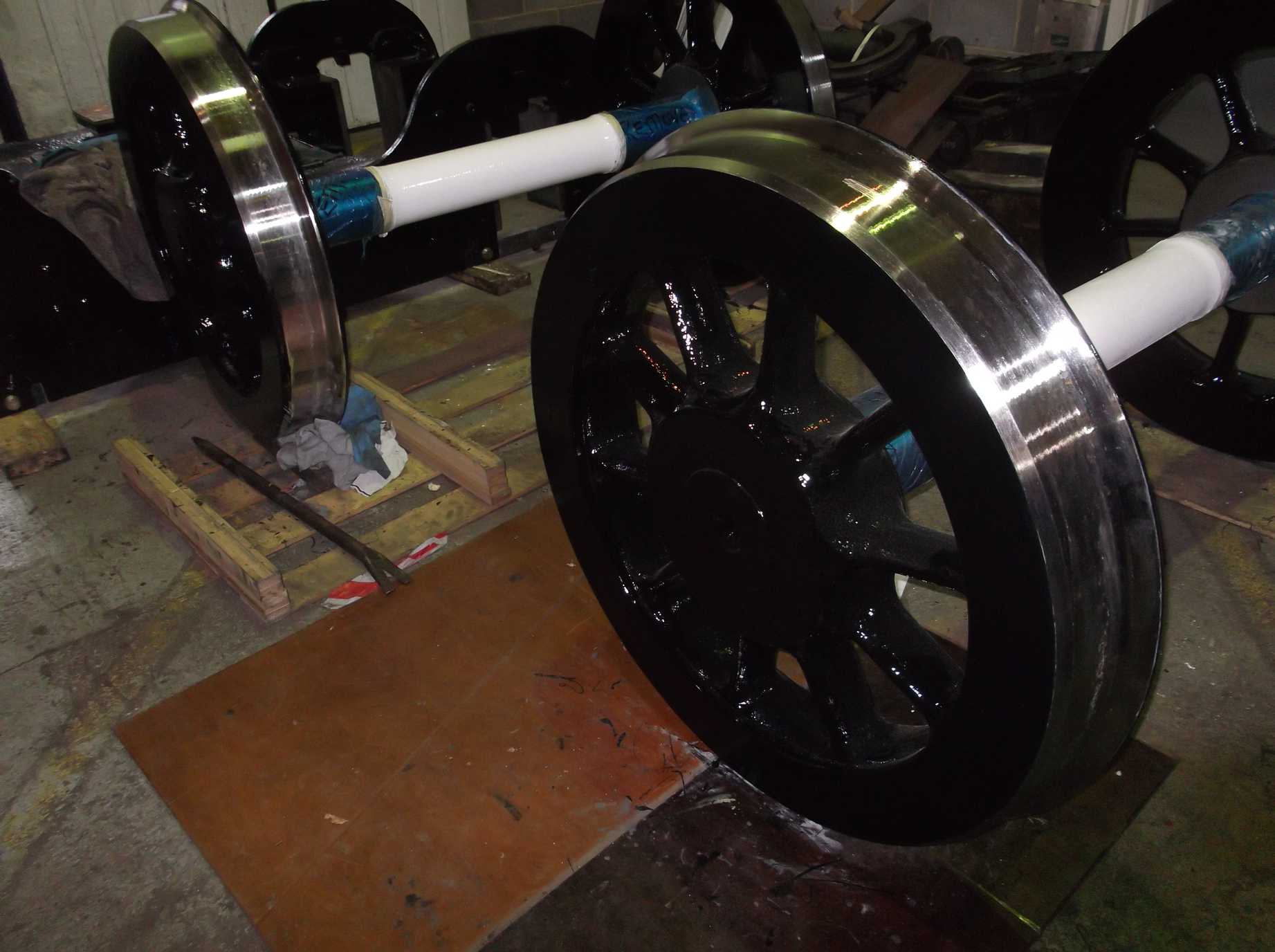
The painting around the loco progresses. The coupled wheels have now received their first coat of top coat gloss, and they look really good. The axles of the bogie sets are now receiving their white gloss and further gloss coats have been given to the vacuum cylinders. The cladding sheets for under the middle cylinder received another coat of primer. Painting also continues around the loco, particularly at the dragbox end, when the pipe fitters are not in.


Pipe fitting progresses around the dragbox area. This week the damper shaft that runs across the frames in this area was fitted so that the pipe runs could be accurately placed. The injectors are now also in place, so their pipework can be routed. When pipes are being fitted we also work on the ashpan. This week wasted sections and some areas too warped to be straightened were cut out on the right side and front.

With the paint dried, the final assembly of the gravity sands operating gear was progressed with final pinning, while the cylinder drain cock operating gear received more cleaning off. New bushes are being made and fitted to the drain cock valves. These have to be accurately finished to reduce the steam leakage from the poppet valve stem to a minimum.

We have measured the distances between the rear fixed coupled wheel horns, and the measuring of the frames is now nearing completion . The alignment wire was taken down on Saturday and permission has been granted by our Chief Mechanical Engineer for the various rods and bars used for measuring to be removed from the frames. These dimensions will have to be processed and then final specifications can be issued for the machining of the coupled wheel axleboxes.
On the subject of the coupled wheel horns, the vertical horn stay bolting was examined in detail. The horn stays have previously been removed and closely inspected, which led to the weld repair of two of the horn stays. We don’t have any concerns regarding the stays’ fit, as they have been previously examined and are good. However, many of the nuts are showing signs of years of hammer examinations and flogging up. The measurements and observations taken will be considered and a repair procedure agreed with the CME.

Week commencing 8 January
We have been informed that the GSMR system requires a software upgrade, and that the body carrying this out requires the system to be powered up, preferably by the system batteries. As we have now removed the system from the tender this presented a bit of a problem: the batteries are charged with a special charger via the driver’s interface unit which is still on the front of the cab. However, we managed to release the connecting cables from the tender conduit and the batteries are now charged. We now await a date in the near future for the software upgrade.
The loco brake beams that are being contractor repaired were inspected this week. The worn surfaces have been rebuilt and they are now being put up on a lathe to check for straightness. Where required they are being heated and straightened and the end shafts are being machined.
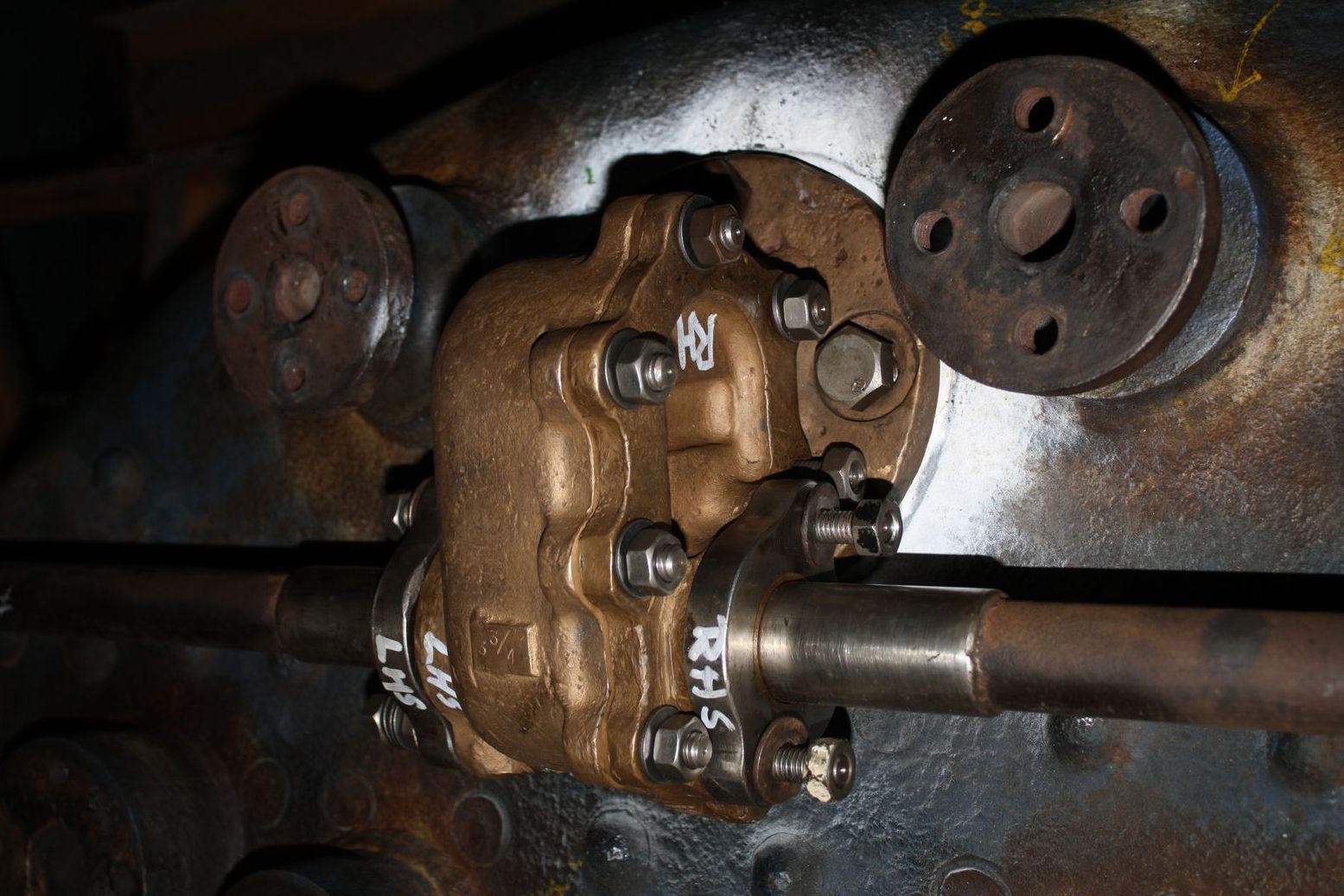
The finished bored outside leading vacuum cylinder bearings have been tried in position and the alignment is correct. The centre bracket is fitted with new bolting and now fitted grease nipples have been fitted to the bearings in an effort to maximise the life of the cylinder trunnions.
The cylinder drain cock overhaul continues, with the poppet valve spindle bushes now all machined and fitted. The integral relief valves also required skimming and have now all been lapped in. Meanwhile, the inspection of the operating linkage has been completed and it has been refitted it to the loco. New pins will be fitted as necessary from blanks machined by volunteers from the engineering team.

The mammoth job of painting the wheels continues with the final coat of black gloss. Painting of the bogie wheels continues with gloss being applied to axles and wheels.

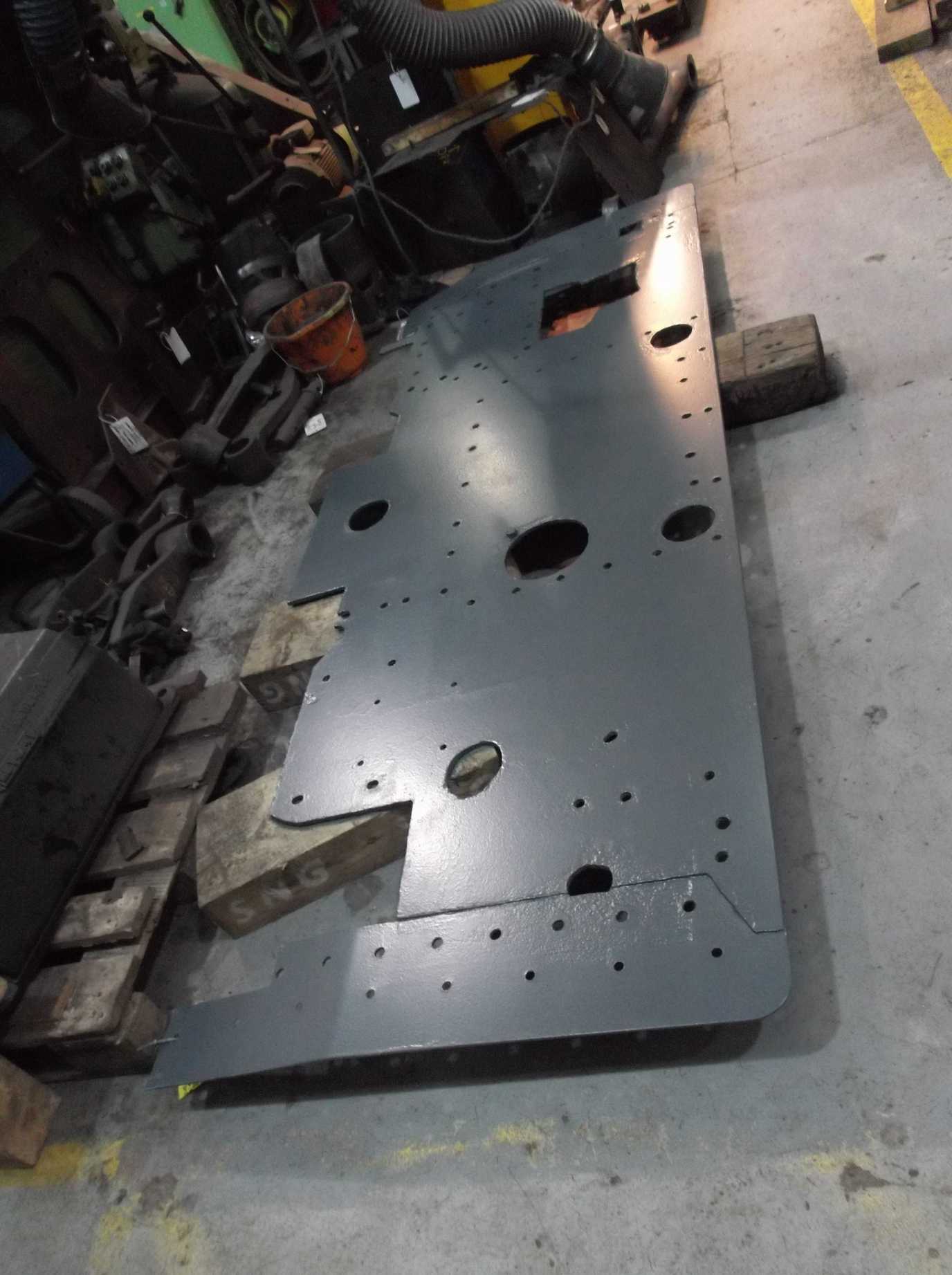
Piping around the cab end frames continues. With pipe runs in this area dependent upon where they go into the cab, it was decided that it was time to put the cab floor plate in, as this dictates where pipes come up into the cab. The plate was retrieved and moved to a space near the cab and is now in the process of being prepared for painting. The frame top where the plate will be fitted is also being painted ready to receive the plate.

The last of the hard pipes to the trailing vacuum cylinder have now been fitted and the flexi pipes to all the cylinders have been retrieved from store and inspected. The trailing vacuum cylinder was upturned this week and the bottom face glossed.
More wasted plate was cut from the ashpan and new plate trimmed to size and prepped for welding in place. We plan to have the welder in next week.
Now that the frame horns have been measured, attention is turning to the coupling rods. These were positioned next to the frames this week and cleaned down. The remaining oil was removed from the reservoirs and has been disposed of. The coupling rod bushes were then measured and these measurements have been sent to our CME for consideration.

The upper slide bars are now being examined for wear. The gap between top and bottom bars were measured before they were removed, but this does not give us a measurement for flatness. So the bars are being put up on the surface table in the workshop and the flatness measured. Two of the upper slide bars were measured and the third is still to be done. The table surface was prepared and its flatness was checked with a straight edge.

One of the operating cams in the vacuum ejector was found to be cracked. It is very small, but we have decided to make a new cam. When the can was measured we found that the centre hole where it fits onto the operating shaft is distorted, so this week the shaft was removed and the new cam will be made to fit the shaft.
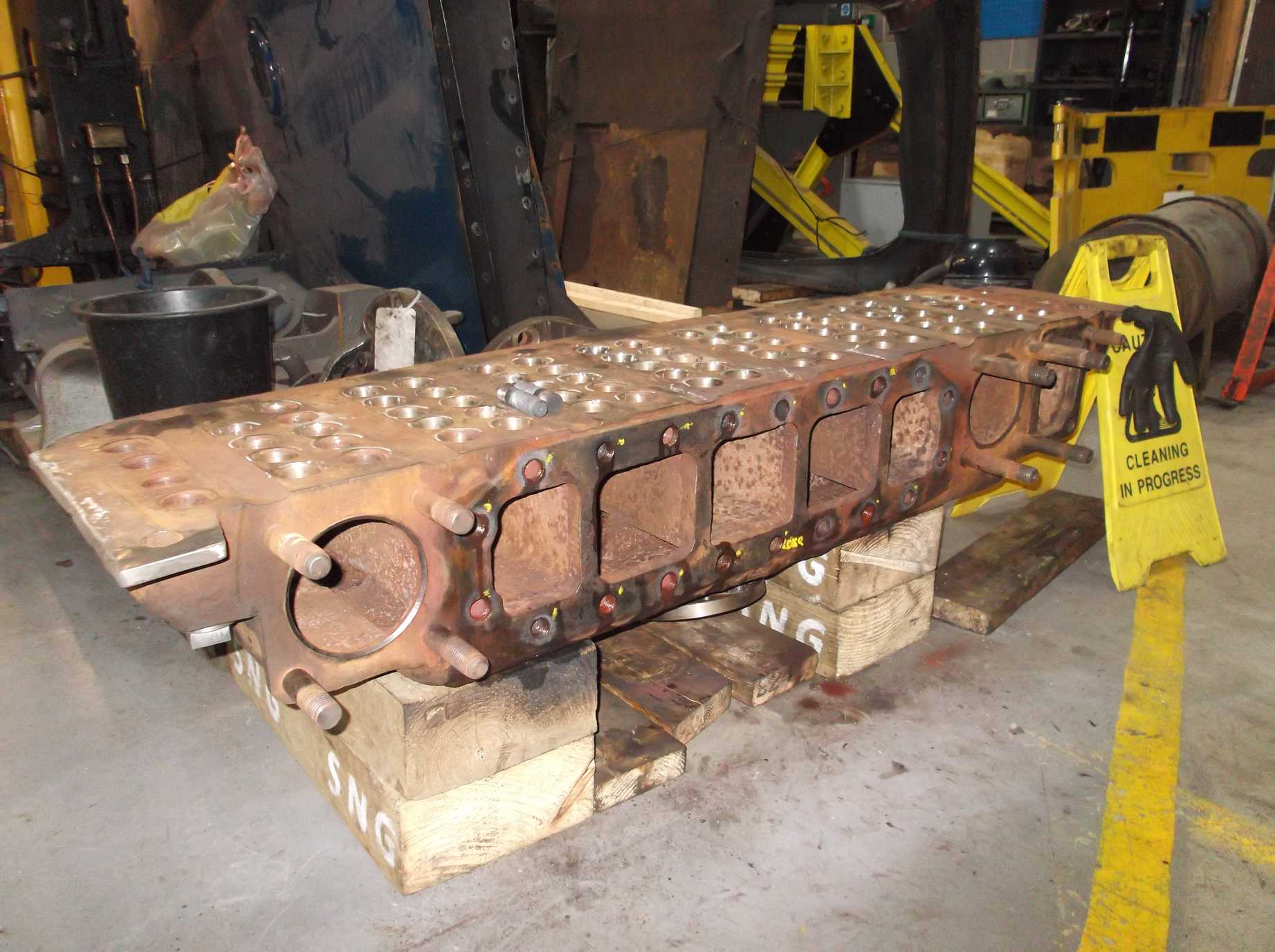
The superheater face on which the steam pipes are connected was cleaned off. It initially didn’t look too bad, though we did expect to spend some time preparing it for sealing—but when the smooth, hard outer layer was wire brushed, it exposed some quite deep corrosion and perhaps evidence of previous weld repairs. Concerned that this may present a leak path in future, we decided to more thoroughly repair this face. As a start the face will have to be cleared of studs. Again this is unfortunate because the condition of the studs is good and we had hoped to reuse then. The studs were heated and they were mostly easily removed by double nutting, with a few obstinate ones removed by the Stillsons. Most of the stud holes have been cleaned out with a tap.
Week commencing 15 January
We’ve been waiting for the delivery of a sealing ring for the large 24″ cylinder. It arrived this week and has now been fitted. The lid was bolted down and that will be that for hopefully 10 years. With the cylinder turned over, the piston rod end of the cylinder was given a coat of gloss. The place where the cylinder is mounted on the loco was prepped this week to receive it.
The cab floor plate has been turned and the lower surface cleaned off. It took a couple of days to get the hard coating of grime off. It has now received coats of paint. The frame area to be boxed in by the plate has also received paint, along with the rear bufferbeam and footplate angles in this area. The inside corners of the bufferbeam brackets have had a final clean out and a coat of paint.

The drive to complete the painting around the inside of the rear frames and the cab floor plate is to allow fitting of the floor plate, which will help the piping team route the pipework that goes up into the cab. The air brake piping that goes into the cab near the driver’s position is being re-routed, as it takes it close to the Cartazzi wheel. In addition, one of the air pipes at the front bufferbeam has been removed and will be remade.
At the other end of the loco painting has been resumed on the inside of the loco frames with the leading combined brackets and the frames from the 2 to 1 bracket over the bogie stretcher to under the middle cylinder painted to gloss. At the bottom of the bogie stretcher another cylinder flange, frame and bogie stretcher bolt hole was finish reamed and a new fitted bolt machined.
Work on the bogie wheels continues with the final coats of gloss going on the wheels and axles. The excess paint is now being removed to give sharp edges.
The remaining unmeasured upper slide bar was put up on the surface table and checked for flatness of the rubbing surface. As the others that have been measured, the wear appears to be acceptable for further use without any more attention, but they will have to be mounted on the loco and rechecked to see if mountings cause any changes to the measurements. The bars appear to be original, as do many of the bolts. Some of the bolts require a little TLC, new keys (feathers) and nuts.
All the drain cocks have now been cleaned out of any grinding particles after they were lapped in and reassembled. The outside valves were mounted on the cylinders so that the location of the operating linkages could be determined. The linkage overhaul continues, with one of the holes needing to be welded up and remade. The sealing faces on the drain cocks and loco cylinders have been cleaned and new seals will be fitted.

Unfortunately the welder was unavailable to progress work on the ashpan, so good use will be made of the time to do further prep on the new plate work. The welder is organised for next week.
The tapping out of the threaded holes on the front of the superheater header was completed this week. The middle superheater header plate was retrieved from store and its sealing face cleaned. This allows us to assess its condition. It will require some work.

The boiler has now been turned onto its back in the yard at Llangollen. It is now back in the workshop and work is set to continue on the preparation of the roof plate prior to fitting the new tubeplate.


Week commencing 22 January
The brake beams that were sent for contractor repair have now been completed. I went to see them on Monday and they look very good. They are to return to York in the next couple of weeks.
The new air drive plate for the air pump lubricator has had its ends radiused to match the mounting flange on the pump and the air drive take-off hole has been tapped. The air pump exhaust goes to the old exhaust injector steam supply flange on the middle cylinder casting. The flange connection requires the flange nuts to have spacers so that the old studs can be left in place. The spacers have been made and fitting them began this week.
The refurbishment of the drain cock operating gear continued this week. We have decided that a couple of the drain cock relief valve springs require replacement as they show signs of corrosion. The old springs have been measured and loadings calculated, and these measurements are being compared to the LNER/BR drawings so that a purchase specification can be prepared. A service bogie spring and our spare have been sent to contractors this week for test to ensure our spare is of the correct specification.
Painting has continued on the middle cylinder cladding plates and the securing screws have been prepared for fitting. At the same time the bolts for securing the cab floor plate have been cleaned and die nutted. The floor plate has now been painted to gloss and is ready for fitting.
At the rear of the loco work continues on painting around the dragbox and footplate angles where the cab floor plate will be fitted. The inside of the footplate angles have been needle gunned and painted. The tidying up of the paint on the bogie wheels continued this week. Further painting is also being applied to the steel pipework between the frames.

A new fitted bolt at the bottom of the left cylinder was driven in this week. There’s not a spanner on earth that can tighten the nut on the back so it will have to be driven with a punch, a method used around the engine on a number of historical nuts.
The new platework for the ashpan has been prepared and welded in place. Good progress was made and a good quality job has been done, with the front left and rear right areas receiving new plate.

Work started this week on reaming the superheater element holes using tooling loaned to us by Flavell’s when I went to see the brake beams they have done for us. This task is steadily advancing along the header and we are getting a good finish to the holes, taking out ovality and taper with the minimum amount of material removed. This should help in getting a reliable steam tight joint and making the expansion process at Llangollen as straightforward as possible. On the subject of boiler fittings, the contractor machining of the injector clackboxes is progressing well.


Further work to the air brake pipes was done this week, with a section of new pipe fitted behind the front buffer beam to the reservoir air valve. The quality of this work is a great improvement on the original contractor installation. Also at the front buffer beam, we fitted a new copper sealing ring to the steam heat valve.
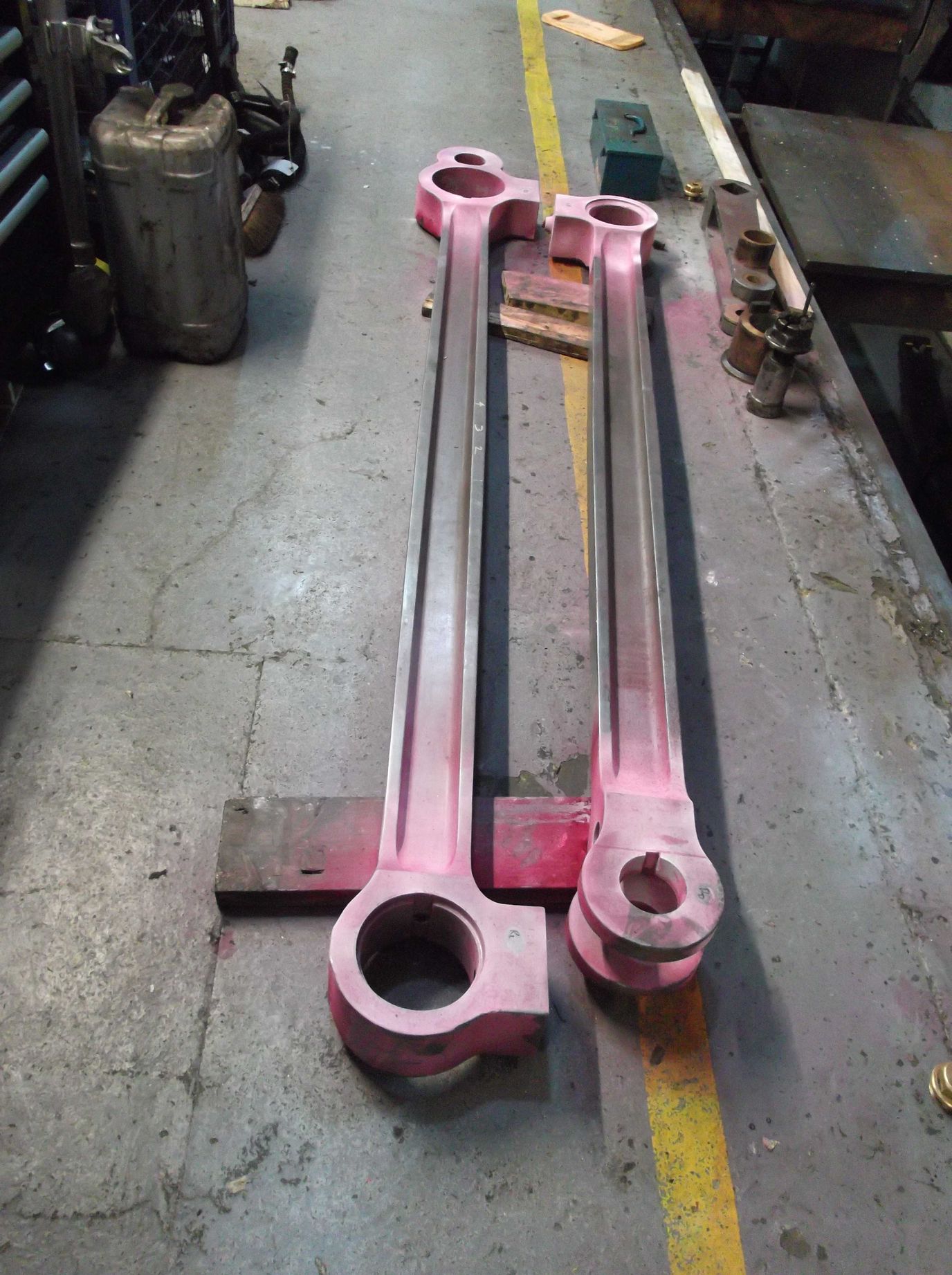
The coupling rod bushes were removed this week, being pressed out on the workshop press adjacent to the front of the loco. The rods were then laid out for measuring. The holes in the rods for the crankpin bushes were measured, as were the rod centres. The outside diameter of the bushes was also measured to see what interference is left, which will be used to decide if the bushes can be reused.


Work continued on the removal of the tender brake gear, with some of the brake hangers being particularly challenging to remove. At the corridor end the GSMR frame is being stripped and prepared for painting, as the original powder coating is peeling off.


Week commencing 29 January
This week I visited the contractors who are machining the clackboxes. The work is now well advanced and the valves have been trial fitted. Both clackboxes have had another (intermediate) pressure test and both passed, which is a relief after so much effort has been put into them. We are not there yet though, because once complete they will have to pass a final pressure test. However, the machining has shown that the cast is very good with no noticeable porosity.

Painting this week has again focused on the loco dragbox and rear frame area, with the volunteer painting team doing a great job. We are now very close to fitting the floor plate, which allows the pipe fitting team to pin down the location of the pipework that goes up into the cab. On top of the cab floor there is a structure which supports the floor. The platework that forms this structure was cleaned up this week and inspected. Unfortunately some of it has not survived very well and will need replacing, as it has wasted quite badly in places along its bottom edges. The plates have been measured and new plate will be ordered.

Inside the frames, the steel pipework has received further painting.
The refurbishment of the drain cock operating gear continues. We need a number of new studs for mounting the drain cocks and the drain cock operating linkage. We have received quotes for Whitworth studs but they do seem expensive, probably as they are no longer used by industry. As we have now increased the number of volunteers who own lathes and are keen to have a go at this type of work, suitable material was ordered and the studs will be made by volunteers.
The LNER boiler blow off cock machined over last Christmas received a final lapping in and was repacked this week now that the overhaul of the cylinder drain cocks is complete. The cock has now been put to one side and will be taken to Llangollen on our next visit.
The gradient pin bushes were pressed out this week. With all the bushes out, the coupling rods were dye penetrant tested for cracks and defects. One side was completed this week. They will now be cleaned, turned over and the other sides tested.
The outside connecting rod bushes were also pressed out and the rods laid along side the engine. The inside diameters of the bushes were measured before removal. On Saturday the rod centres were measured by our Chief Mechanical Engineer. The connecting rods will also be tested for defects.

The upper slide bars have been measured on the surface table in the workshop. This week it was the turn of the lower slide bars, of which there are twice as many. Each was prepared in turn, put up on the surface table and measured for flatness. They all look to be pretty good, but a full report is yet to be prepared.

The tender brake hangers removed so far have received a cleaning prior to being stripped of scale and paint and examined.
The reaming of the superheater header continued this week. It’s slow progress but a good job is being done.

The GSMR was updated this week, with a Network Rail representative visiting us on Wednesday. The system was charged and set up so it was a straightforward job for the NR upgrade. As we had managed to put the full electrical GSMR system together a full system test was carried out successfully. The refurbishment of the GSMR mounting rack is ongoing.
The bogie wheels were moved across the workshop this week and put onto the wheel drop rail. This gives us more room around the ashpan for further work there and puts the bogie wheels under the crane. It will help to have the bogie wheels under the crane for positioning the axleboxes when they are fitted onto the journals in a couple of weeks’ time.

The ashpan was moved a little way from the walkway and there is a lot more room around it now the bogie wheels have been moved. Work continued on replacing plate toward the outside left where the flange has wasted. At the front, angles have been put in to strengthen the front of the ashpan, which warped during the last period in traffic. The thickness of the rear top of the ashpan was tested and it seems fine, except for the very top back corners which will have to be replaced.

This is the 24th update. You can read the previous instalments here.
I visited the nrm today with my young son, was keen to look in at sir Nigel Gresley to see how the restoration was going, wonderful it’s been restored, as is a favourite loco and have seen many times on nymr..
Nice to see the Old Girl or is it Man? getting back on the road. I have a set of new Boiler Stay Flogging Spanners in my garage if you need some. I stripped a Class Five some years ago, and know how tight old bolts can be. I used to make Nuclear Reactor parts, and machined some of the Large Hadron Collider, so big lumps of metal do not faze me as much as some of the desk jockeys running some of today’s engineering works. A big lump hammer and 14lb sledge work wonders.
I am on the SNG engineering team who are overhauling the loco at present. We are working with a tool kit that always needs additions as B&Q do not sell flogging spanners! If you are willing to donate, please contact Darrin Crone the SNG locomotive engineer, his email is [email protected].
More info on the overhaul is available on Sir Nigel Gresley locomotive trust website.