Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work on the restoration of the great locomotive.
Week commencing 2 October
The valve heads were removed from their spindles last week for machining to suit the new valve liners. Before machining can begin, the ring pegs require removal. These pegs project into the ring grooves to stop the piston valve rings from rotating around the valve head. They are screwed into the valve head, then machined flush with the valve head. A preliminary attempt was made to see if the pegs would unscrew, but unsurprisingly they would not, so we proceeded to drill them out. This was done using the National Railway Museum’s Richmond radial arm drill. By the end of the week they had all been drilled out, but the threaded holes still require clearing of the remains of the peg threads.


The last of the coupled spring holes were ground out this week. This will assist in the free movement of the spring hanger bolts in traffic as they should not now foul the springs.
The wheelsets returned from re-tyring are now looking very good, as remarked by a number of observers last week. The tyre edges, balance weights and axle ends are now prime painted and we are trialling filling some of the spokes on one of the coupled wheels. We know other locos have had their spokes filled before painting and it does help in cleaning when the loco is back in traffic, as well as looking really good.

The lubrication connections to the bogie go through the loco bogie stretcher via screwed-in fittings. The stretcher collects water and this water can find its way onto the bogie bearing surfaces via these connections if they are not a good fit. To ensure a good fit, the top of the stretcher where the fittings seal has been spot faced. When the fittings are replaced they will be sealed with copper washers against the stretcher.
This week NYMR technicians visited us at York to measure the journals of the bogie and coupled wheels so that the finished dimensions of the axleboxes can be determined.
The tender sump was found to be holed when it was removed from the tender tank. This week the bottom plate was cut out and the bottom flange at the centre of the plate recovered. New plate is now on order. We also had a look over the ashpan. It is in a generally sound condition though the side plates are warped near the damper door. Before work can begin we will have to move it to a suitable location from where it is at the moment in the north yard.

As riveting around the leading vacuum cylinder stretcher is now complete, the air brake pipe runs in this area can be installed and this was progressed this week. Meanwhile, work continues on cleaning the pipework retrieved from store. The bolting for the flanges on the steel pipework for vacuum and steam heat have been removed and are being cleaned and die-nutted.


The reverser shaft was fitted last week. This week the pins for the spiral spring and vacuum clutch, both of which are fitted to the shaft, were refitted, greased and finally pinned in place. The lifting arms that go on the end of the shaft were retrieved from store and cleaned.
The repaired leading vacuum cylinder centre bearing was returned to York this week. It was put in place and aligned with the outside bearings using a 2″ diameter pipe. This is the same diameter as the trunnions on the brake cylinders. When in place, the mounting holes for the centre bearing were marked and it was then removed for drilling. After drilling it was refitted and its alignment re-checked, which is very good. The bearings have now been removed. The centre will be painted and the outside bearings will have their bushes renewed.

The brake cylinders are now being reassembled with the first, one of the leading 21″ cylinders, completed by closely following the official BR instructions. A test of the piston under gravity showed that it moves satisfactorily.
Week commencing 9 October
The old bushes have now been removed from the leading vacuum cylinder outside bearings but we are still waiting for delivery of material to make up the new bushes. Both leading vacuum brake cylinders have now been reassembled and checked for piston movement. Both are satisfactory and now only require painting. They have now been spot primed.

The large trailing loco vacuum brake cylinder is now being prepared for reassembly. Inspection of the cylinder shows that the piston ring has been rubbing and not rolling correctly over a small part of it’s length. We have concluded that this is caused by wear in the bush that guides the piston rod, which has allowed the piston to tilt slightly in the cylinder. Spare bushes are available from spare parts suppliers, but we are yet to confirm the exact size of bush we need, as our 24″ cylinder is unusual (apparently) in having a 1-1/2″ diameter piston rod.
Progress has been made as the new piston ring has been trial fitted to the 24″ piston, and it has been put in the cylinder and inspected for movement. It seems fine with the ring rolling satisfactorily when the piston operates square to the bore.
The steam heat pipework has now been thoroughly cleaned off. The pipework has been inspected and is in very good condition over the front bufferbeam to Cartazzi section. It was then painted in high temperature paint. The first section of pipe under the front bufferbeam was fitted with the air brake pipework in this area, complete with leading air brake valves. This required the removal of the centre section of streamlining behind the front coupling hook.

By the end of the week the steam heat pipework was refitted back to the Cartazzi. It still requires some final fitting to secure it and there is a joint which will have to be remade. Along the same side of the frames runs the steam chest pipe and this was trial fitted this week. To give us a fixed starting point the outside steam pipe from which it runs was temporarily refitted.

Before fitting, the steam chest pipe needed a lot of cleaning as it had a thick layer of carbon adhering to it. The Engineering Team volunteers spending a lot of time doing this while avoiding damaging the soft copper underneath.
All the valve ring pegs have been removed from the valve heads and the threaded holes carefully cleaned up. After final inspection they will be machined to fit the new valve liners.

In front of the smokebox, brackets run along the frames to supports a foot plate between the frames. When the loco was dismantled the bracket on the left side was loose and there was evidence that the bracket had been loose and re-tightened repeatedly in the past. When the bracket bolts were removed it was found that the bolt holes were damaged and there was very little clamping area for the bolt head. The holes were repaired this week and new bolts were fitted.
At the other end of the frames work has resumed around the Cartazzi inner frames with cleaning and needle gunning preparing this area for testing and painting.

Work on the wheels continued this week with primer being applied and our first efforts at filling the surface imperfections in the castings. The filler went on OK and some test sanding was done. This will be continued next week.

After taking measurements last week the axleboxes are now having bearing material cast on at the workshops of the NYMR at Grosmont.
The handbrake screw from the tender has been condemned as beyond economic repair. To produce a new one we need a suitable drawing. Measurements have been taken so that we can produce a drawing. The drawing we have in our records is different form the screw we have so we visited the NRM archive to look at the drawings they have, and again we could not find a drawing that shows the handbrake screw we have.
Week commencing 16 October
We have received a drawing of the neck bush that the spare parts suppliers stock and expect to be fitted to our 24″ vacuum brake cylinder. Unfortunately, it doesn’t look like the one we have, which is shown on the LNER drawing of the cylinder, so the supplier is having a rethink. The 24″ cylinder itself has now been stripped and prime painted, as the Engineering Team volunteers have decided that rubbing down and undercoating has not given a good enough finish to the 21″ cylinders.

The bogie cladding plates have now been repaired. They have been brazed to fill the pin holing and the cracks have been gas welded. Some panel beating and dressing of damaged edges was also required. After wire brushing they have now been prime painted.

A lot of time is being spent on the wheelsets to ensure they are ready to receive the re-metalled axleboxes. Filler is being applied and we have now moved on to use an orbital air sander to rub it back. A full day was spent on this, but we are yet to finish one of the coupled wheels. At the end of the spokes of the coupled wheels there is a white coating that was applied as part of the NDT process. This does not adhere sufficiently to form a reliable base for filler or paint and so has to be removed. It has taken one of our volunteers a couple of weeks to wirebrush it all off. Now he’s finished, he’s taking next week off.


The bogie wheelsets are now being painted in primer. Before fitting the wheelsets to the bogie we need to fit new bolting to the bogie horn stays. To make this work easier the bogie frames were lifted and place on packing, as these bolts are on the bottom edge of the frames. The bolt blanks have now been received.
Work has been done this week on the loco bogie stretcher. A loose stud with seized nut was removed, cleaned up and the nut released. The stud was refitted correctly and the nut replaced. One of the fitted bolts was also re-nutted this week and the roughly cut packing washers replaced with new. In the stretcher the four lubrication fittings that direct oil to the bogie pivot bearing surface have been secured in position, now that we have received the sealing washers of the correct size.
The valve heads were dye penetrant inspected this week and unfortunately one was found to be cracked, so will have to be replaced. They were also measured and the dimensions will be compared with the dimensions required to match the new liners.

Work continued this week on the refitting of the pipework between the frames. Some of the cone end connections on the steam chest pipework required some careful dressing. The remainder of the steam chest pipe work has now been annealed and is part way through fitting. One of the steam traps for the steam heat pipework was retried from store and refitted.

The vacuum pipework is joined by flanged ends. A start has been made on refurbishing this pipework with the removal and cleaning up of the flange bolting.
At the Cartazzi end of the loco, the damper bracket mounting bolts have been drilled out. The bracket was needle gunned and is now ready for painting. New bolting will be required. Other work in this area included dye pen inspection of the frames and stretchers. This part of the inner Cartazzi frames shows the age of the loco the most and requires careful inspection. No faults were found, so a coat of primer was applied all round from the rear of the mainframe lap to the diaphragm plate stretcher.

Further work is required to the rear of the diaphragm plate stretcher and the 007 Gang of junior volunteers shared the work on Saturday using the needle gun, getting where the larger Engineering Team volunteers would find access challenging.
We haven’t forgotten about the tender but it naturally takes second place to maintaining progress on the loco frames. This week the new plate was fitted to the bottom of the sump. The recovered flange has also been tacked in place and new bolts have been received and are ready to be seal welded in.
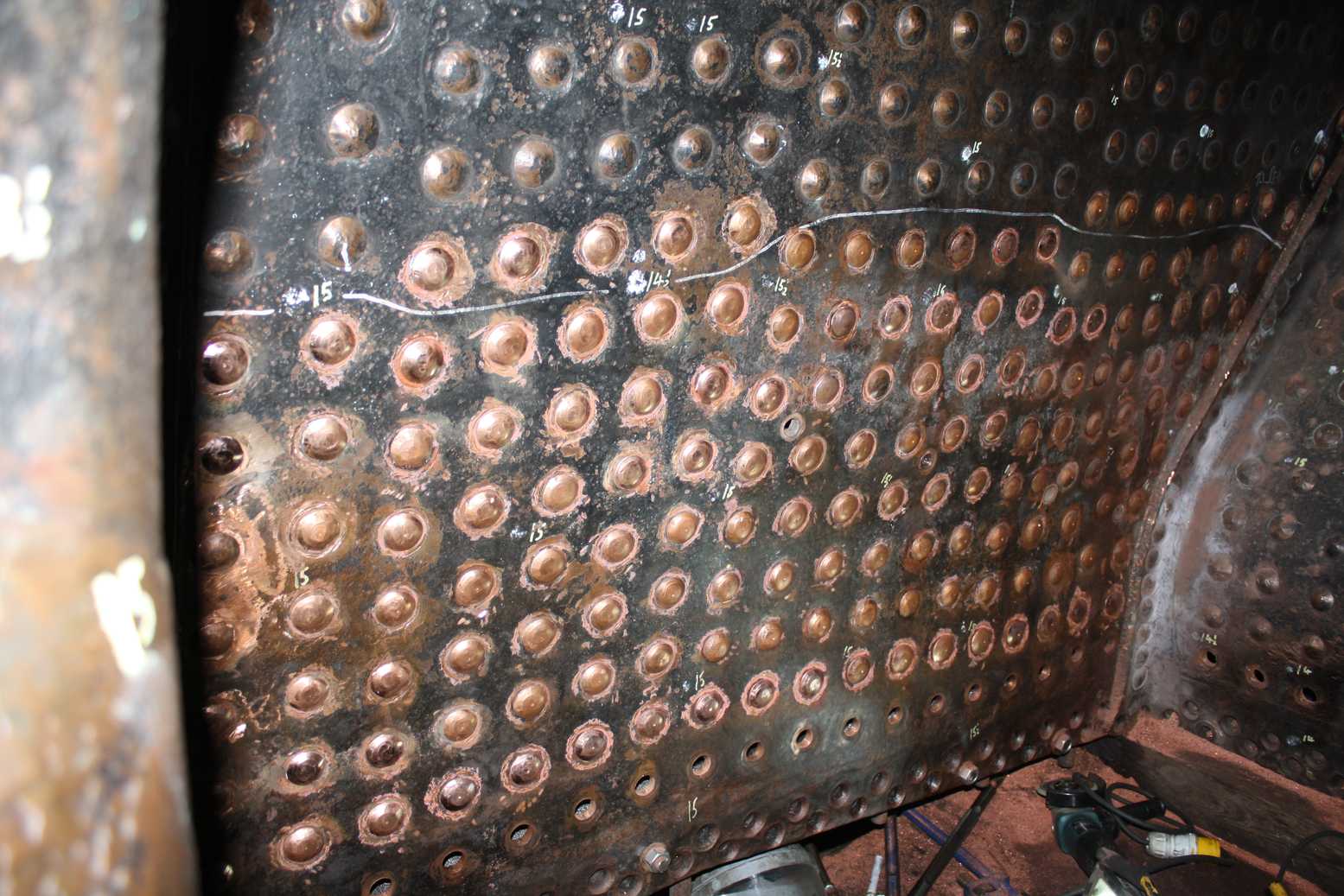
At Llangollen the boiler has been shunted outside of the works. Then their crane was used to turn the boiler onto its side and the boiler was returned to the boiler shop. Work can now continue on the repair of the combustion chamber plates.

Week commencing 23 October
The filling and sanding of the coupled wheelsets continued throughout this week. We are now onto the second set, though the first is still being spot filled to finish it off.

The bogie horn stays are being fitted with new fitted bolts. This requires the frames and horn stays to be reamed through—not easy as there is only one bolt at each end of the horn stay, so it must be clamped to ensure no movement during the reaming operation. Once one end is reamed it is accurately measured and a bolt machined to suit. By the end of the week all the horn stays had received a new fitted bolt at one end. When fitted, the other end is accurately located and reamed. Reaming of these ends is nearly complete. The reaming is done with the mag-drill fixed to a plate arrangement designed and fabricated by the volunteer Engineering Team.

Fitted bolts are now being fitted to the leading right combined spring and brake bracket. This also required the machining of reduced diameter washers to fit inside the bracket. This work continues between machining the bolts for the bogie.

Work continues at the very rear of the loco frames with some needle gunning of frames and brackets. The needle gunning removed most of two rivet heads that support one of the driver’s side footsteps, so the remnants were ground off and then an attempt was made to remove the rivets from their holes. Unsurprisingly, they are very reluctant to come out and so a start was made on drilling them out.
A new pin was fitted to the gravity sands mechanism to tighten the arrangement up. The next hole in the linkage was then dressed and measurements taken for its new pin.
Refurbishing of the loco pipework has now progressed to the vacuum brake system, with cleaning the pipework of loose paint and corrosion while inspecting and repairing damage and wear. Some of the end flange faces are worn and will need some repair work before refitting.
Fitting of pipework continued this week, with particular attention being paid to the fit of pipework near the Cartazzi. To ensure the pipework fits into the small space between frames, Cartazzi axle and ashpan, we will have to trial fit the ashpan. The ashpan was moved into the workshop this week after it was lifted onto a rail wagon. Thanks must be given to Chris Graham of the National Railway Museum for sorting out the shunt for us. Before the fitting of the ashpan, it will have to have its platework repaired to restore it to its correct shape.



The superheater at K D Flavell was inspected on Friday for material thickness with an ultrasonic tester. The built up areas are satisfactory and the standard of workmanship is good. The weld repairs to the element holes is now complete. With the header held up by an overhead crane the area either side of the tubeplate flange was examined in detail and it was decided that while at K D Flavell it would be wise to build up some additional small areas.

The dimensional analysis of the valve heads has been completed and we have determined that two can be reused. We have two spare un-machined castings at Grosmont and these have now been retrieved.
This is the 21st update – you can catch up on the previous posts here.
Good job boys and girls lets see the old lass back to her spender and glory